
1 stycznia o godzinie 9:00 rano Strefa Pracy Transformatorów w Dziale Obsługi Elektrycznej otrzymała zadanie nagłej naprawy: transformator elektryczny łukowy o mocy 40 000 KVA w huciu stalowym uległ awarii i wymagał zastąpienia. Jako kluczowe urządzenie w produkcji stali, transformator pieca bezpośrednio wpływa na wydajność linii produkcyjnych upstream i downstream. To zadanie zastąpienia było pilne, trudne i wymagające technicznie. Pod kierunkiem i silnym wsparciem kierownictwa firmy oraz odpowiednich działów, Strefa Pracy Transformatorów zjednoczyła się, przezwyciężyła trudności i pomyślnie zrealizowała wymianę transformatora pieca.
Proces naprawy obejmował wiele etapów: demontaż i transport starego transformatora, powrót zapasowego transformatora do warsztatu, jego rozmontowanie, podnoszenie rdzenia do kontroli, testy, ponowne montowanie, transport z powrotem na miejsce i finalna instalacja. Ta seria operacji wymagała ścisłej współpracy wielu stref roboczych i specjalistów, zaangażowania licznych pracowników i narzędzi, a także surowych kontroli bezpieczeństwa i jakości.
Strefa Pracy Transformatorów starannie zorganizowała operację, ustalając precyzyjne harmonogramy dla każdego etapu w oparciu o warunki lokalne i dostępne zasoby. Osoby i sprzęt dla każdego procesu były przygotowane z góry, aby zapewnić płynną przejściowość między kolejnymi etapami. W trakcie usuwania uszkodzonego transformatora jednocześnie prowadzono przygotowania do podnoszenia i transportu. W trakcie usuwania akcesoriów i śrub magistrali niskiego napięcia, personel z Działu Obsługi Hutniczej został wezwany do pomocy, a równolegle wytwarzano szablon do podnoszenia i przesuwania bocznego transformatora, a także zdemontowano stalową konstrukcję dachu pomieszczenia transformatora. Dzięki wspólnej pracy wszystkich zaangażowanych stref roboczych, harmonogram naprawy udało się utrzymać.
Kierownictwo Działu Obsługi Elektrycznej przywiązało dużą wagę do tej naprawy. Zapewniali oni 24-godzinny nadzór na miejscu, koordynując wszystkie niezbędne procedury, siłę roboczą i materiały, co zapewniało płynną organizację całego procesu naprawy. Obecnie w dziale pracuje dwa specjalistyczne zespoły transformatorowe z liczbą osób nieprzekraczającą 20. Od rozpoczęcia naprawy 1 stycznia do uruchomienia nowego transformatora 8 stycznia, personel serwisowy pracował przez całą dobę w zmianach, ścisłe przestrzegając harmonogramu naprawy i pomyślnie wykonując wszystkie zadania, demonstrując upartą postawę dedykowanego zespołu.
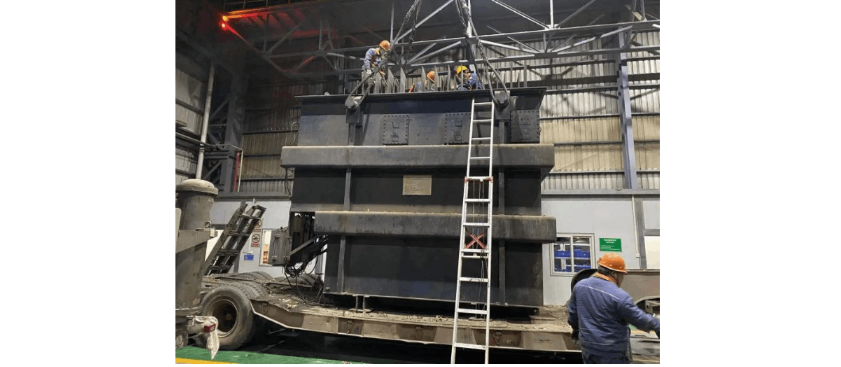
Jednostka transformatora sama w sobie waży 70 ton i ma wiele rurociągów i elementów montażowych. Intensywność pracy podczas demontażu i montażu była bardzo wysoka. Same połączenia magistrali niskiego napięcia mają 864 śruby, ułożone ciasno z bardzo małym odstępem. Narzędzia elektryczne nie mogły być używane, a większość śrub była niedostępna nawet standardowymi kluczami. Dwa zespoły pracowały naprzemiennie na transformatorze, który miał 4 metry wysokości, klęcząc przez godziny.

Same usunięcie śrub połączeń magistrali zajęło całą noc. Ponieważ zapasowy transformator (początkowo planowany do skasowania) był przechowywany przez wiele lat, wymagano dokładnej inspekcji i testów, aby zagwarantować niezawodność. W trakcie inspekcji odkryto awarię w przełączniku tap: nie działał. Pomimo nagłej pomocy producenta, przyczyna problemu nie mogła zostać rozwiązana. Aby zapobiec wprowadzeniu urządzenia do użytku z ukrytymi zagrożeniami, techniczny zespół transformatorów podjął decyzję o demontażu jednostki i przeprowadzeniu kontroli poprzez podnoszenie rdzenia. Kontrola wykazała awarię mechaniczną mechanizmu przełącznika tap. Przełącznik tap został ręcznie dostosowany do czwartego stopnia, co umożliwiło normalne działanie. Mimo że kontrola rdzenia zajęła całą noc, udało się pomyślnie zidentyfikować i wyeliminować awarię, co dało użytkownikowi pewność niezawodności sprzętu i pełne pokazało techniczną moc zespołu transformatorowego.
Rurociągi olejowe wokół korpusu transformatora, porcelanowe izolatory i miedziane magistrale na górze, a także wewnętrzne rdzenie i cewki są cennymi i kruchymi elementami. W trakcie demontażu, montażu, transportu i kontroli poprzez podnoszenie rdzenia nie można było popełnić żadnej zaniedbania ani fizycznego uszkodzenia. Personel serwisowy podejmował każdą operację z mistrzowską precyzją, starannie potwierdzając każdy element i etap. Po kilku dniach ciągłej pracy, mimo wyczerpania, zespół pozostał oddany, utrzymując wysoki nastrój i silne poczucie odpowiedzialności, zapewniając, że każdy proces został zakończony z jakością i precyzją.










