
Den 1. januar kl. 09:00 mottok Transformer Arbeidsområdet i Elektrisk Vedlikeholdsavdelingen en akutt repareringsoppgave: En 40 000 KVA elektrisk bugetransformator på et stålvirksomhet hadde feilet og måtte erstattes. Som et kritisk utstyr i stålproduksjonen har ovntransformatoren direkte innvirkning på produksjonen av opp- og nedstrøms produksjonslinjer. Denne erstatningsoppgaven var pressende, utfordrende og teknisk kravfuld. Under ledelse og sterk støtte fra selskapets ledelse og relevante avdelinger, forente Transformer Arbeidsområdet seg, overvann vanskeligheter, og fullførte suksessfullt erstatningen av ovntransformator.
Reparasjonsprosessen involverte flere trinn: fjerning og transport av den gamle transformator, returnering av reservetransformator til verkstedet, demontasje, kjerneløftinspeksjon, testing, remontasje, transport tilbake til lokalitet, og til slutt installasjon. Dette serien av operasjoner krevede tett samarbeid mellom flere arbeidsområder og spesialiserte personer, involvert mange ansatte og verktøy, samt streng sikkerhets- og kvalitetskontroll.
Transformer Arbeidsområdet organiserde operasjonen grundig, etablerte nøyaktige tidsplaner for hvert trinn basert på lokalitetens forhold og tilgjengelige ressurser. Personell og utstyr for hvert prosedyre ble forberedt på forhånd for å sikre ubrudte overganger mellom konsekutive trinn. Samtidig med at den defekte transformator fjerne, ble forberedelser for løfting og transport gjennomført. Under fjerning av tilbehør og busbar bulter, ble personell fra Jernprodusent Vedlikeholdsavdelingen innbrakt for å hjelpe, mens jig for løfting og sideveis bevegelse av transformator ble fabrikkert parallelt, og stål takkonstruksen i transformatorrommet ble forhånds fjernet. Takk til de samordnede innsatsene av alle involverte arbeidsområder, ble reparasjonstidsplanen vellykket opprettholdt.
Ledelsen i Elektrisk Vedlikeholdsavdelingen la stor vekt på denne reparasjonen. De ga 24-timers på-steds overvåking, koordinerte alle nødvendige prosedyrer, arbeidskraft, og materialer, som sikret en glatt organisering gjennom hele reparasjonsprosessen. Avdelingen har for øyeblikket to spesialiserte transformergrupper med totalt mindre enn 20 personer. Fra starten av reparasjonen den 1. januar til kommisjoneringen av den nye transformator den 8., jobbet vedlikeholdspersonalet døgnet rundt i skift, holdt strikt fast ved reparasjonstidsplanen, og fullførte suksessfullt alle oppgaver, demonstrerte det urokkelige teamånden.
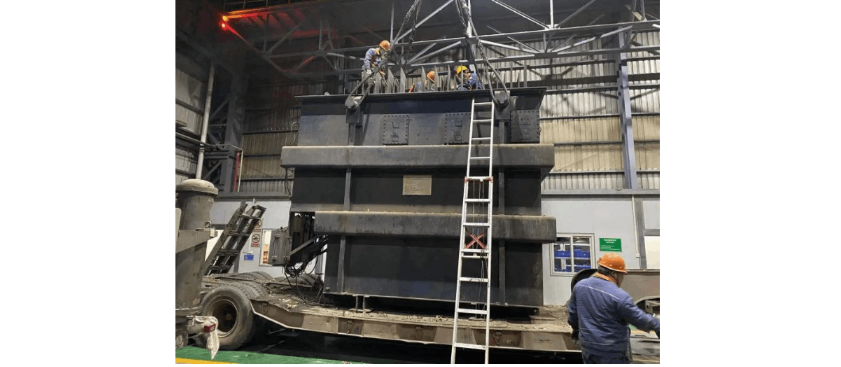
Transformatorenheten veier 70 tonn og har mange rørledninger og tilbehør. Arbeidsintensiteten under demontasje og installasjon var ekstremt høy. Bare busbarforbindelsen på lavspenningsiden har 864 bulter, ordnet i tette rekker med svært liten avstand. Verktøy kunne ikke brukes, og de fleste bulter var utilgjengelige selv med standard nøkker. De to gruppene byttet ut hverandre med arbeid på transformator, fire meter høy, krympet i timer om gangen.

Alene fjerning av busbarforbindelsesbultene tok en hel natt. Siden reservetransformator (oppdraget til skrot) hadde vært lagret i mange år, var grundig inspeksjon og testing nødvendig for å sikre pålitelighet. Under inspeksjon, ble en feil oppdaget i tapendringssystemet: det fungerte ikke. Selv med hurtighjelp fra produsenten, kunne ikke roten av problemet løses. For å unngå at utstyret settes i drift med skjulte farer, bestemte transformerteamet seg for å demonte enheten og utføre en kjerneløftinspeksjon. Inspeksjonen avdekket en mekanisk feil i tapendringmekanismen. Tapendringen ble manuelt justert til fjerde tap, som tillot normal drift. Selv om kjerninspeksjonen tok en hel natt, identifiserte og eliminerte den feilen, gav brukeren tillit til utstyrets pålitelighet, og demonstrerte fulgt techniske styrken til transformerteamet.
Rørledning rundt transformatorhvelvingen, porcelænsisolatorer og kobberbusbarer øverst, samt interne kjerner og vindingspolar, er alle verdifulle og skjøre komponenter. Under fjerning, installasjon, transport, og kjerneløftinspeksjon, kunne det ikke være noen sløvhet eller fysisk skade. Vedlikeholdsansatte håndterte hver operasjon med håndverk, bekreftet nøyaktig hver komponent og trinn. Etter flere dager med kontinuerlig arbeid, trods utmattelse, holdt teamet seg engasjert, vedholdt høy moral og sterk ansvarlighet, sikret at hvert trinn ble fullført med kvalitet og presisjon.










