| ბრენდი | Switchgear parts |
| მოდელის № | ტრანსფორმატორის კორუგირებული რეზერვუარის ფორმირების და დავარდნის მაシンა |
| რწყვის ფანჯრების სიგანე | 350-1300mm |
| რწყვის ფანჯრების სიგანე | 1.0~1.5mm |
| რხევიანი ფინის სიმაღლე | 50~400mm |
| ფლაქტის სიგრძე | ≥290mm |
| სერია | BBX |
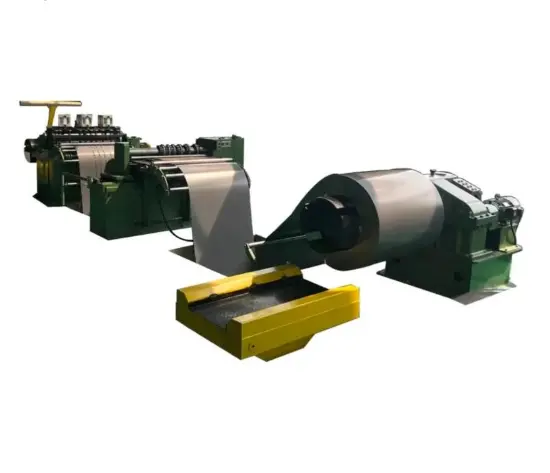
კრეფილური ტანკის ფორმირებისა და ხეთქმნის მანქანა არის ინტეგრირებული წარმოების შენახვა, რომელიც განკუთვნილია ტრანსფორმატორის ოლის ტანკების წარმოებისთვის. ის ჩართულია ძირითადი ფუნქციებით, როგორიცაა ჭრილი, ფორმირება და ავტომატური ხეთქმნა, და მიუთითებულია დამხმარე კომპონენტებით, როგორიცაა ელექტრონული კონტროლის კაბინეტები, ჰიდრავლიკური სადგურები და ტვირთის ტრანსპორტირების მანქანები. ის პრეციზული მასობრივი წარმოების სრულყოფილი გადაწყვეტილება იძლევა ტრანსფორმატორის კრეფილური ოლის ტანკებისთვის.
ეს მანქანა არის განსაზღვრული წარმოების შენახვა ტრანსფორმატორის წარმოების ინდუსტრიაში, ძირითადად გამოყენებული ოლის დაერთებული დისტრიბუციის ტრანსფორმატორების, ელექტროენერგიის ტრანსფორმატორებისა და სპეციალურ ტრანსფორმატორების (როგორიცაა რექტიფიკატორის ტრანსფორმატორები და ტრაქციის ტრანსფორმატორები) კრეფილური ოლის ტანკების დამუშავებისთვის. მისი სტაბილური ჰიდრავლიკური გადამტაცებელი სისტემა და მაღალი სიზუსტის ელექტრონული კონტროლის სისტემა არაียงრძლივ შეესაბამება პატარა და საშუალო ზომის ტრანსფორმატორის ოლის ტანკების მასობრივი წარმოების მიზნებს, მაგრამ ასევე შეესაბამება ტვირთების კუთხის სპეციფიკაციების წარმოებას, რაც დაეხმარება ტრანსფორმატორის წარმოების კომპანიებს წარმოების ხაზის პროცესების ოპტიმიზაციაში, შრომის ხარჯების შემცირებაში, რადგანაც უზრუნველყოფს ტანკების გაცხელების გასვლის შესაძლებლობას და სტრუქტურულ ძალას, რაც უზრუნველყოფს ტრანსფორმატორების უსაფრთხო და სტაბილურ ფუნქციონირებას.
სტრუქტურა და სპეციფიკაცია

|
პუნქტები |
BBX-1300 |
BBX-1600 |
|
კრეფის სიგანე (მმ) |
350-1300 |
350-1600 |
|
ფლასტინის სიგანე (მმ) |
1.0-1.5 |
1.0-1.5 |
|
ფლასტინის სიგრძე (მმ) |
≥290 |
≥290 |
|
კრეფის სიმაღლე (მმ) |
50-400 |
50-400 |
|
კრეფის სიხშირე (მმ) |
40-80 |
40-80 |
|
სიხშირის სიზუსტე (მმ) |
±0.25 |
±0.25 |
|
შიდა სივრცე (მმ) |
6 |
6 |
სიზუსტის კონტროლის ძირითადი ინდიკატორია ფინების მანძილის სიზუსტე (0,25 მმ). ძირითადი გავლენა: ① კონსტრუქციის სტაბილურობა: ერთგვარი ფინების მანძილი უზრუნველყოფს წყვილის სტრუქტურაში სტრესის სწორი განაწილებას, რაც არ აწურებს დეფორმაციას ან ზიანს ადგილობრივი სტრესის კონცენტრაციისგან; ② ჰერმეტიზაციის ხელმისაწვდომობა: სწორი მანძილი უზრუნველყოფს წყვილის სტრუქტურის სწორ ჩართვას და შემცირებს დარტყმის შუაში დარჩენილ სივრცეს, რით შემცირდება წყვილის დახვევის რისკი; ③ თეპლის გასაშლელობის ეფექტიურობა: ერთგვარი რიფლის მანძილი უზრუნველყოფს წყვილის თეპლის გასაშლელობის ფართობის სტაბილურობას, რით არ არის დამართული თეპლის გასაშლელობის არაერთგვარობა რიფლის მანძილის გადახრისგან, რაც გავლენას ახდენს თეპლის გასაშლელობის ეფექტზე და ტრანსფორმატორის საერთო სტაბილურობაზე.
ძირითადი განსხვავება მდებარეობს ფინის სიგანის ადაპტაციის დიაპაზონში: BBX-1300-ს ფინის სიგანე არის 350-1300 მმ, BBX-1600-ს კი ფინის სიგანე არის 350-1600 მმ, ხოლო სხვა ტექნიკური პარამეტრები (ფანჯრის სიმყარე, ფინის სიმაღლე/ფასი და ა.შ.) სრულიად ემთხვევა. შერჩევის რჩევა: ① თუ დამზადებულია პატარა და საშუალო ზომის ტრანსფორმატორის ოლის ადგილი (ფინის სიგანე ≤ 1300 მმ), შესაძლებელია აირჩიოთ BBX-1300, რომელიც უკეთ ეწვინება დევისის და ექსპლუატაციის ხარჯებს; ② თუ დიდი ტრანსფორმატორის ოლის ადგილი (ფინის სიგანე 1300-1600 მმ) უნდა დამზადდეს, უნდა აირჩიოთ BBX-1600. მისი ფინის უფრო ფართო ადაპტაციის დიაპაზონი შეესაბამება დიდი ზომის ოლის დამზადების მოთხოვნებს.
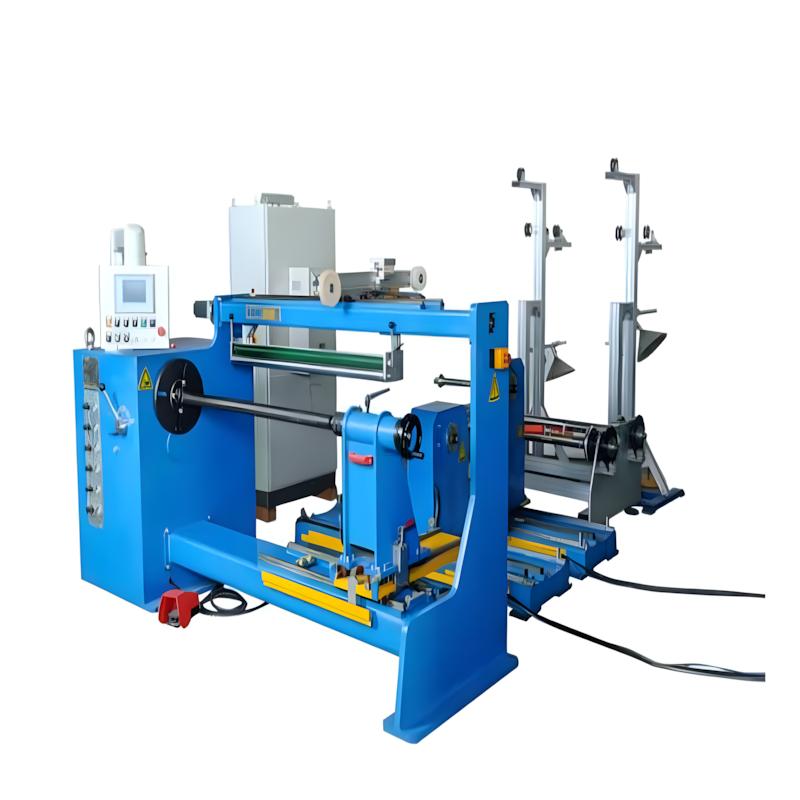
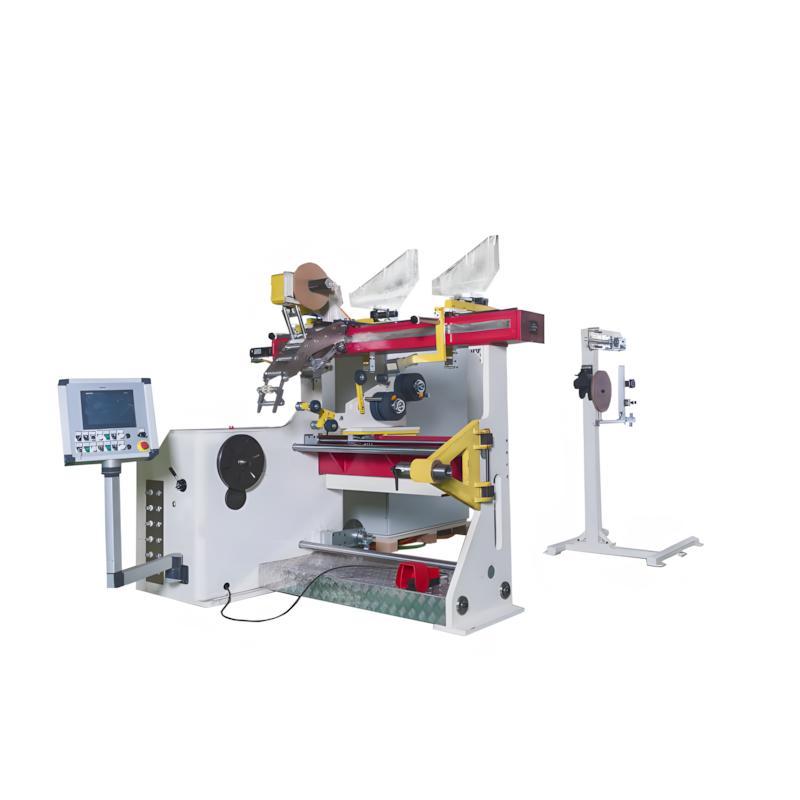
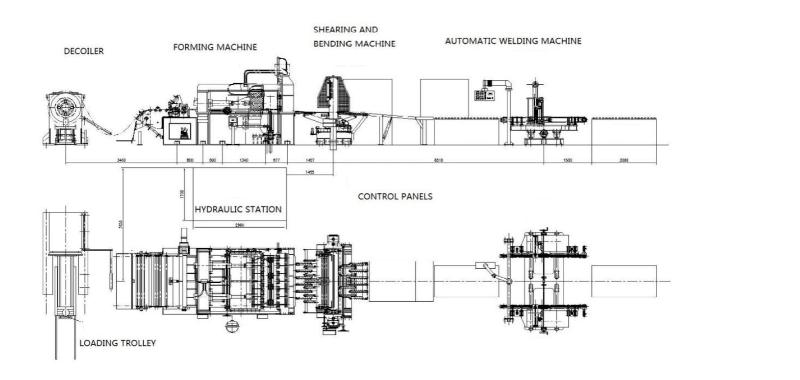
ძირითადი კომპონენტები შეიცავს ჭრილის მანქანას, ხრევის ფორმირების მანქანას, გიბსის მანქანას, ავტომატურ დავრდობის მანქანას, ელექტრო კონტროლის შუაკაფას, ჰიდრავლიკურ სადგურს და ტვირთვის მანქანას. ფუნქციები: ① ტვირთვის მანქანა: პროფილების ტრანსპორტირება და უწყვეტი ტვირთვის ზუსტირება; ② ჭრილის მანქანა: პროფილების ჭრა სასურველ ზომად შემდგომი დამუშავების მოსამზადებლად; ③ ხრევის ფორმირების მანქანა: ჭრილი პროფილის დარჩენა ხრევის სტრუქტურაში, რომელიც საჭიროა საწვავის დეპოზიტისთვის; ④ გიბსის მანქანა: ხრევის ფორმირებული პროფილების გიბსი და ფორმირება საწვავის დეპოზიტის სრული კონტურის შესასარგებლობლად; ⑤ ავტომატური დავრდობის მანქანა: საწვავის დეპოზიტის სხვადასხვა კომპონენტების დავრდობა და შერწყმა სრული დამთავრებული პროდუქტის შესაქმნელად; ⑥ ელექტრო კონტროლის შუაკაფა: მთელი მანქანის ოპერაციის პარამეტრებისა და პროცესის კოორდინაციის კონტროლი; ⑦ ჰიდრავლიკური სადგური: ძალის უზრუნველყოფა ჭრილის, ფორმირების, გიბსის და სხვა პროცესებისთვის.