| Бренд | Switchgear parts |
| Број модела | Mašina za formiranje i zavarivanje grebene bačve transformatora |
| Valjak talase širina | 350-1300mm |
| Debljina valovitog lemina | 1.0~1.5mm |
| Visina talase folije | 50~400mm |
| Dužina ploče | ≥290mm |
| Серија | BBX |
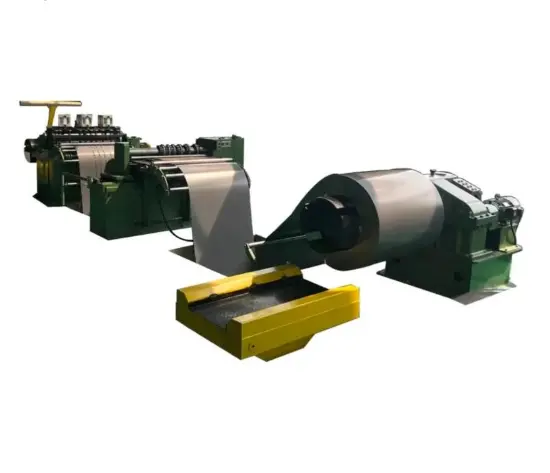
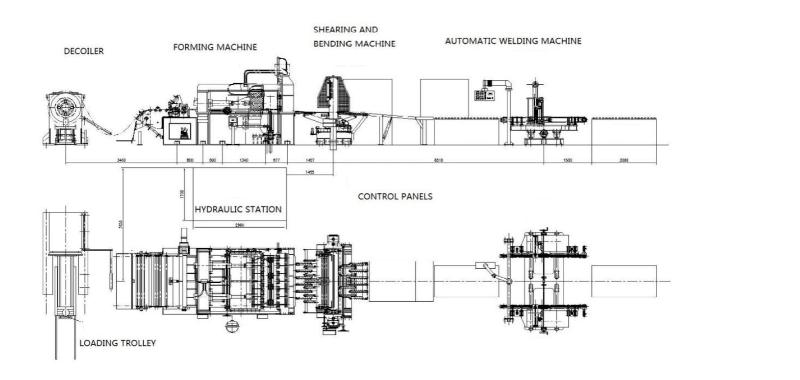
Formirna i zavarivačka mašina za valjane rezervoare predstavlja integriranu proizvodnu opremu dizajniranu specifično za proizvodnju transformatornih ulja. Integrira ključne funkcije poput rezanja, formiranja i automatskog zavarivanja, a opremljena je i dodatnim komponentama kao što su električne kontrolne kabinete, hidrauličke stanice i opterećujuće vozilo. Pruža kompletno rešenje za preciznu masovnu proizvodnju valjanih transformatornih rezervoara.
Ova oprema je ključna proizvodna oprema u industriji proizvodnje transformatora, uglavnom se koristi za obradu valjanih rezervoara transformatora za raspodelu ulja, snage transformatora i specijalnih transformatora (poput preoblikovalnih i trakcijskih transformatora). Njen stabilni hidraulički pogonski sistem i visokoprecizan elektronski kontrolni sistem ne samo da mogu zadovoljiti potrebe masovne proizvodnje malih i srednjih transformatornih rezervoara, već se takođe prilagođavaju proizvodnji rezervoara po meri, pomažući preduzećima za proizvodnju transformatora da optimizuju procese na proizvodnim linijama, smanjuju troškove rada, dok istovremeno osiguravaju toplotnu razmenjivost i strukturnu čvrstoću rezervoara, stvarajući temelj za bezbednu i stabilnu operaciju transformatora.
Struktura i specifikacije

|
Stavke |
BBX-1300 |
BBX-1600 |
|
Širina valjaka (mm) |
350-1300 |
350-1600 |
|
Debljina ploče (mm) |
1.0-1.5 |
1.0-1.5 |
|
Dužina ploče (mm) |
≥290 |
≥290 |
|
Visina valjaka (mm) |
50-400 |
50-400 |
|
Razmak između valjaka (mm) |
40-80 |
40-80 |
|
Preciznost razmaka (mm) |
±0.25 |
±0.25 |
|
Unutrašnji razmak (mm) |
6 |
6 |
Ključni pokazatelj preciznog kontrole jeste tačnost rastojanja između lamela (0,25mm). Ključni uticaj: ① Strukturna stabilnost: Konstantno rastojanje između lamela osigurava ravnomerno raspodelu napona u valjkastoj strukturi rezervoara za gorivo, sprečavajući deformaciju ili oštećenje uzrokovano lokalnim koncentracijama napona; ② Sigurnosna zatvorenost: Tačno rastojanje može osigurati prilagođeno spojivanje valjkastih metalnih listova tokom spajanja, smanjiti širinu šavova i smanjiti rizik od curenja rezervoara za ulje; ③ Učinkovitost odvoda toplote: Uniformno rastojanje između valova može osigurati konstantnu površinu odvoda toplote rezervoara za ulje, sprečavajući neuniforman lokalni odvod toplote usled odstupanja u rastojanju, što utiče na efikasnost odvoda toplote i operativnu stabilnost transformatora.
Osnovna razlika leži u opsegu širine kalupskih listova: BBX-1300 ima širinu kalupskog lista od 350-1300mm, BBX-1600 ima širinu kalupskog lista od 350-1600mm, a ostali tehnički parametri (debljina ploče, visina/razmak kalupskog lista itd.) su potpuno isti. Preporuka za izbor: ① Ako se proizvode male i srednje transformatorne bačve (širina kalupskog lista ≤ 1300mm), treba izabrati BBX-1300, što donosi bolja ulaganja u opremu i troškove rada; ② Ako je potrebno proizvesti veliku transformatorsku bačvu (sa širinom kalupskog lista od 1300-1600mm), treba izabrati BBX-1600. Njegov širi opseg prilagođavanja širine kalupskog lista može zadovoljiti zahteve za obradom velikih bačvi.
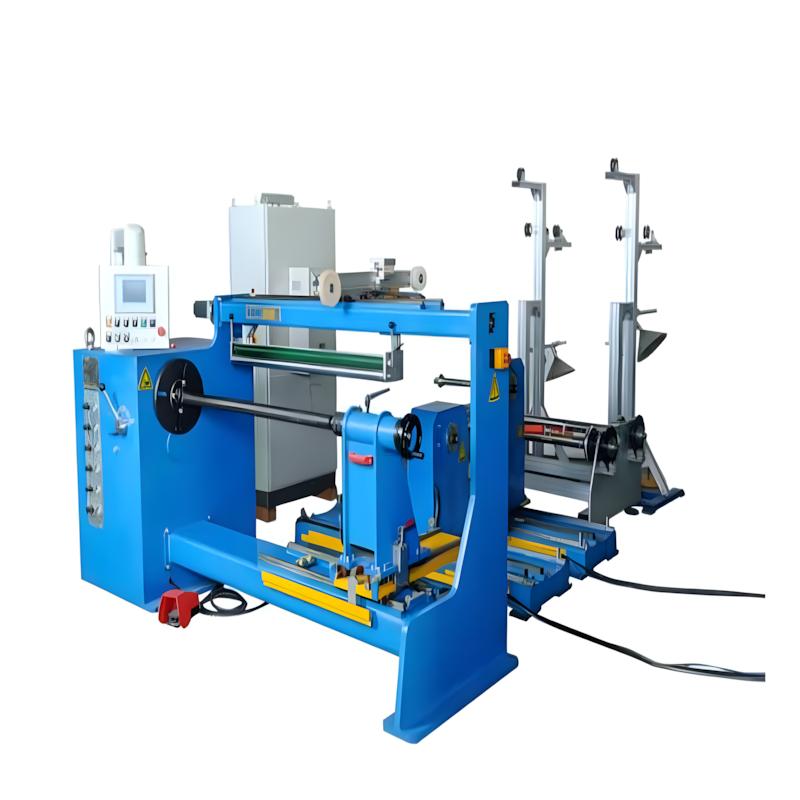
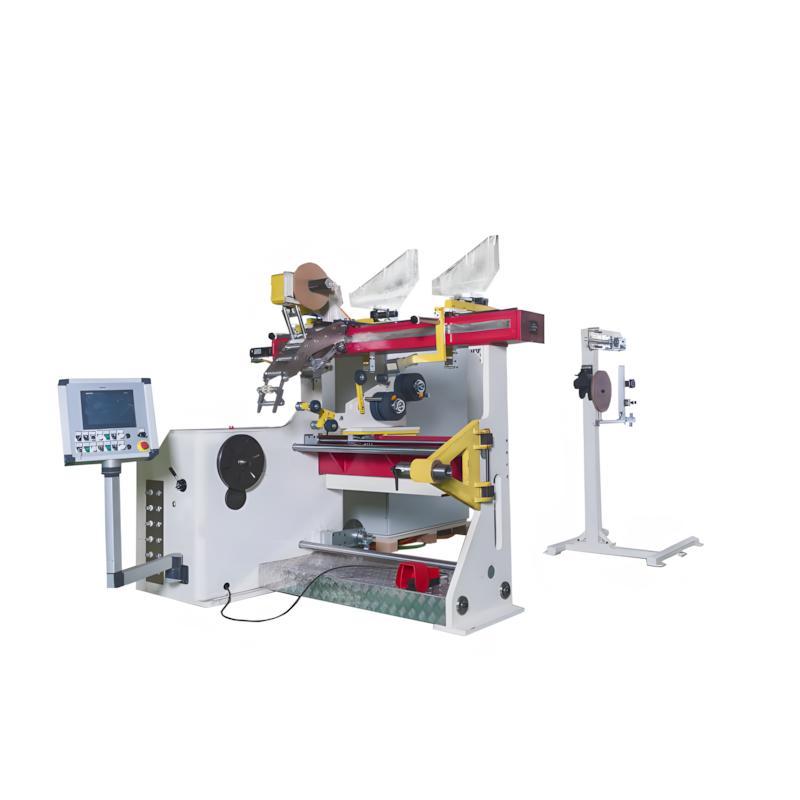
Ključni komponenti uključuju štapićnu mašinu, mašinu za formiranje valjakovanog profila, savijalnicu, automatsku zvaralnu mašinu, električni kontrolni ormarić, hidrauličku stanicu i kamion za utovar. Funkcionalna podela: ① Kamion za utovar: odgovoran je za prevoz limskih materijala i osiguravanje kontinuiranog utovara; ② Štapićna mašina: iseče lim u ciljne dimenzije kako bi se pripremio za naredne procese; ③ Mašina za formiranje valjakovanog profila: obrađuje isečene limove u valjakovani profil potreban za rezervoar; ④ Savijalnica: savija i oblikuje valjakovane limove kako bi se prilagodili ukupnom konturu rezervoara; ⑤ Automatska zvaralna mašina: završava zvaranje i spojivanje različitih delova rezervoara kako bi se formirao kompletni završni proizvod; ⑥ Električni kontrolni ormarić: kontrolira operativne parametre i koordinaciju procesa čitave opreme; ⑦ Hidraulička stacija: pruža snagu potrebnu za rezanje, formiranje, savijanje i druge procese.