| Marca | Switchgear parts |
| Número de modelo | Máquina de conformado e soldadura de depósitos ondulados para transformadores |
| Largura da aleta ondulada | 350-1300mm |
| Espesor da aleta ondulada | 1.0~1.5mm |
| Altura das aletas onduladas | 50~400mm |
| Lonxitude da lámina | ≥290mm |
| Serie | BBX |
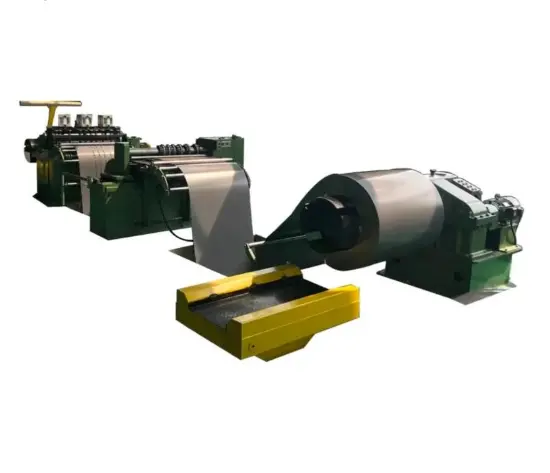
A máquina de formado e soldadura de depósitos corrugados é un equipo de produción integrado deseñado específicamente para a fabricación de depósitos de aceite de transformadores. Integra funcións centrais como o corte, o formado e a soldadura automática, e está equipada con compoñentes de soporte como armarios de control eléctrico, estacións hidráulicas e vehículos de carga. Ofrece unha solución completa para a produción en masa precisa de depósitos de aceite corrugados de transformadores imersos en aceite.
Este equipo é un equipo de produción clave na industria de fabricación de transformadores,主要用于加工油浸式配电变压器、电力变压器和特种变压器(如整流变压器和牵引变压器)的波纹油箱。其稳定的液压驱动系统和高精度电子控制系统,不仅能满足中小型变压器油箱的大规模生产需求,还能适应定制规格油箱的生产,帮助变压器制造企业优化生产线流程,降低人工成本,同时确保油箱的散热性能和结构强度,为变压器的安全稳定运行奠定基础。
Estrutura e especificacións

|
Elementos |
BBX-1300 |
BBX-1600 |
|
Ancho da fina (mm) |
350-1300 |
350-1600 |
|
Grosor da chapa (mm) |
1.0-1.5 |
1.0-1.5 |
|
Lonxitude da chapa (mm) |
≥290 |
≥290 |
|
Alto da fina (mm) |
50-400 |
50-400 |
|
Pasada da fina (mm) |
40-80 |
40-80 |
|
Precisión da pasada (mm) |
±0.25 |
±0.25 |
|
Espazo interior (mm) |
6 |
6 |
O indicador central do control de precisión é a exactidão da distancia entre as aletas (0,25 mm). Impacto clave: ① Estabilidade estrutural: Unha distancia uniforme entre as aletas asegura unha distribución uniforme da tensión na estrutura ondulada do depósito de combustible, evitando a deformación ou o dano provocado pola concentración local de tensión; ② Rendemento de estanqueidade: A exactidão da distancia pode asegurar a adaptación do metal ondulado durante a soldadura, reducir as fendas de soldadura e diminuír o risco de fuga do depósito de óleo; ③ Eficiencia de disipación de calor: Unha distancia regular entre as ondas pode asegurar unha área constante de disipación de calor do depósito de óleo, evitando a disipación de calor desigual local causada polo desvío da distancia, que afecta ao rendemento de disipación de calor e á estabilidade operativa do transformador.
A diferenza fundamental reside no rango de adaptación do ancho das aletas: o BBX-1300 ten un ancho de aleta de 350-1300mm, o BBX-1600 ten un ancho de aleta de 350-1600mm, e os demais parámetros técnicos (grosor da placa, altura/distancia entre aletas, etc.) son completamente consistentes. Suxestión de selección: ① Se se producen tanques de aceite para transformadores pequenos e medianos (ancho de aleta ≤ 1300mm), pódese seleccionar o BBX-1300, que ten unha mellor inversión en equipos e custos de operación; ② Se se necesita producir un tanque de aceite para transformador grande (con ancho de aleta de 1300-1600mm), debe seleccionarse o BBX-1600. O seu maior rango de adaptación do ancho das aletas pode satisfacer os requisitos de procesamento de tanques de gran tamaño.
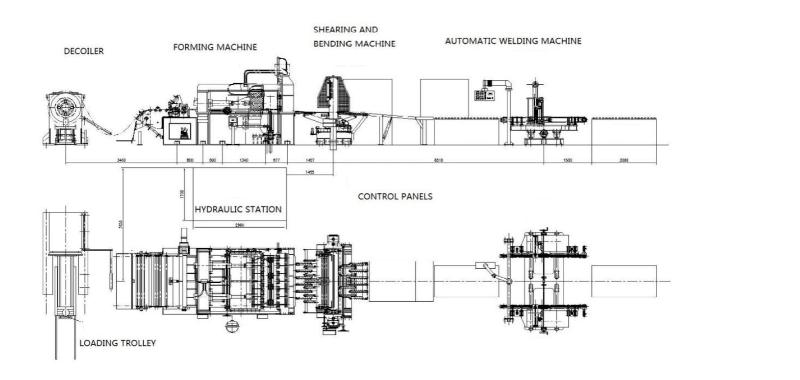
Os componentes principais inclúen unha máquina de corte, unha máquina de formación ondulada, unha máquina de doblado, unha máquina de soldadura automática, un armario de control eléctrico, unha estación hidráulica e un camión de carga. División de funcións: ① Camión de carga: responsable de transportar as chapas e asegurar a carga continua; ② Máquina de corte: corta a chapa ao tamaño desexado para preparala para o procesamento subsecuente; ③ Máquina de formación ondulada: procesa a chapa cortada para obter a estrutura ondulada necesaria para o depósito de combustible; ④ Máquina de doblado: dobla e da forma ás chapas onduladas para que se axusten ao contorno xeral do depósito de combustible; ⑤ Máquina de soldadura automática: completa a soldadura e unión de varios compoñentes do depósito de combustible para formar o produto final completo; ⑥ Armario de control eléctrico: controla os parámetros de funcionamento e a coordinación do proceso de todo o equipo; ⑦ Estación hidráulica: proporciona soporte de enerxía para os procesos de corte, formación, doblado, etc.