| ბრენდი | Switchgear parts |
| მოდელის № | ტრანსფორმატორის გაფართოებადი ღერძი |
| მაქსიმალური დისტანცია | 1100mm |
| მაქსიმალური გარედიამეტრი | 200mm |
| სერია | EM-200 |
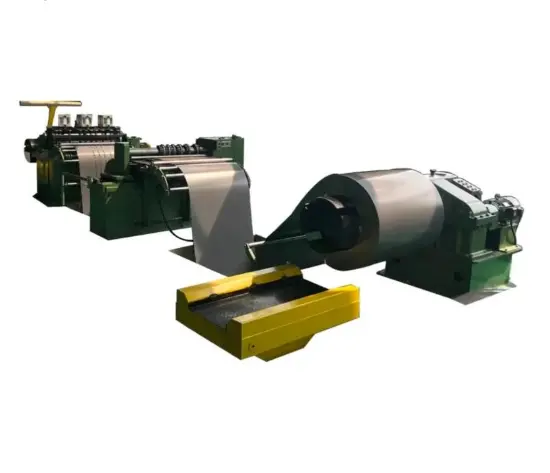
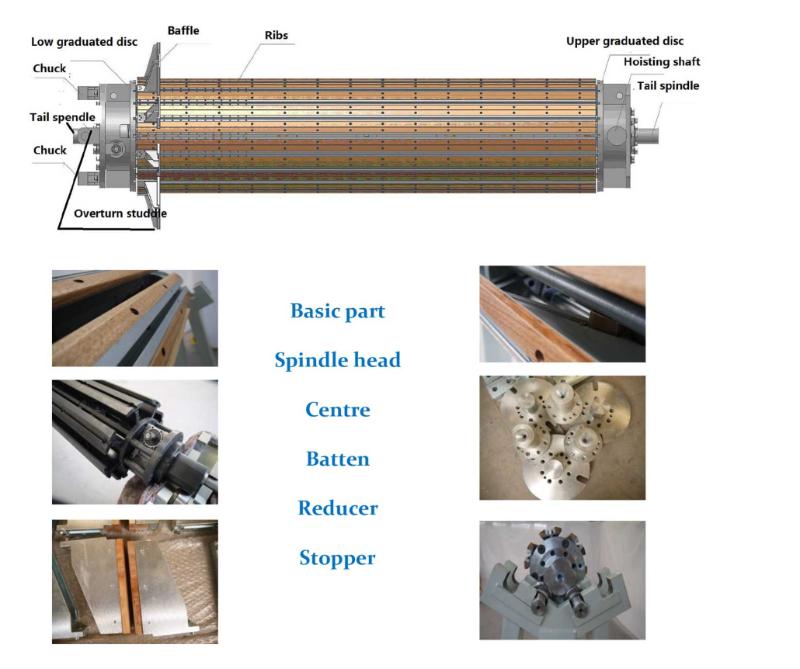
გაფართოებადი საცური არის მთავარი დამხმარე ტექნიკა საკუთრების მწარმოებლებისთვის, კერძოდ შექმნილი ელექტრომაგნიტური კომპონენტების, როგორიცაა ტრანსფორმატორები და რეაქტორები, კოილის ჩართვის პროცესისთვის. კოილის ზომებთან ზუსტი დამთხვევით და ინდივიდუალური წარმოებით ის გაძლევს სტაბილურ მხარდაჭერას და პოზიცირებას კოილის ფორმირებისთვის.
ეს გაფართოებადი და შეზღუდვადი საცური არის სართული სამი სტრუქტურული ტიპისთვის: მართკუთხა, ოვალური და დარტყმის, და შეძლებს გარკვეული კოილის ფორმის მოთხოვნების დასახმარებლად. საცურის ზომების პარამეტრები (L1=1515.5mm, L2=1313.5mm, L3=1100mm, D2=200mm, და ა.შ.) შეძლებენ სხვადასხვა სპეციფიკაციის კოილების დამუშავების მოთხოვნების დასახმარებლად. ტექნიკა მუშაობს მთავარი საცურის თავის, ცენტრალური ფლატურის, რედუქტორის და სხვა ძირითადი კომპონენტების შესაბამისად, და მიუთითებულია ზედა და ქვედა დიალებით, ბარიერებით, ჩაქუჩებით და სხვა კომპონენტებით კოილის ჩართვის პროცესში ზუსტი პოზიცირების, დაჭერის და დასახმარებლად, რაც ეფექტურად არის კოილის დახრილობისა და დასახმარებლის არასასურველი მოვლენების არასასურველი მოვლენების არასასურველი მოვლენების არ შემდგომად, და უზრუნველყოფს ერთობლივ ჩართვის სიმკვრივეს.
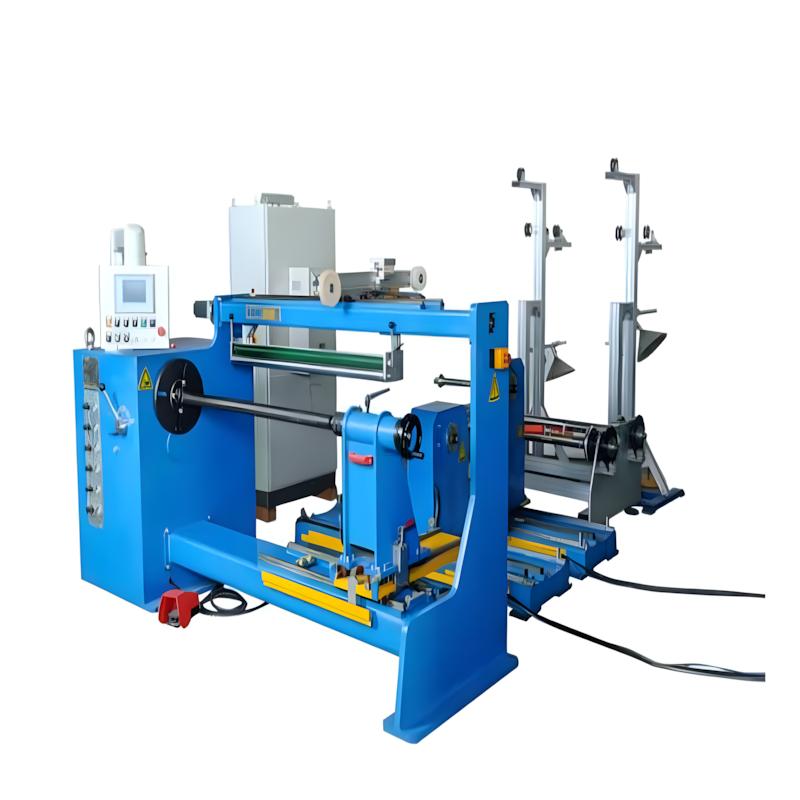
პრაქტიკულ გამოყენებაში, ეს გაფართოებადი და შეზღუდვადი საცური შეიძლება გამოიყენოს სხვადასხვა ავტომატურ კონდუქტორების ჩართვის მანქანებთან და შრიფტების შემოწმების მანქანებთან ერთად, და ფართოდ გამოიყენება კუთხის ტრანსფორმატორების, რასთანაც ასევე მასლის ტრანსფორმატორებისა და სპეციალური ტრანსფორმატორების ძალადი ტრანსფორმატორები(რექტიფიკაციის, ტრაქციის ტრანსფორმატორები და ა.შ.). მასის და ალუმინის კონდუქტორების დარტყმის ან ფლატურის ჩართვის, ასევე ფოილის კოილების ფორმირების შემთხვევაში, მათი სტაბილური გაფართოება და შეზღუდვა შეუძლია გაუმჯობესოს კოილის ჩართვის ზუსტობა და წარმოების ეფექტიურობა. ამავე დროს, ისინი შესაფერისია პატარა რაოდენობის ინდივიდუალური დახარჯვისა და დიდი მასშტაბის წარმოების სცენარისთვის და არიან კლიუსი დამხმარე ტექნიკა კოილების დამუშავებისთვის ელექტრო ტექნიკის წარმოების სფეროში.
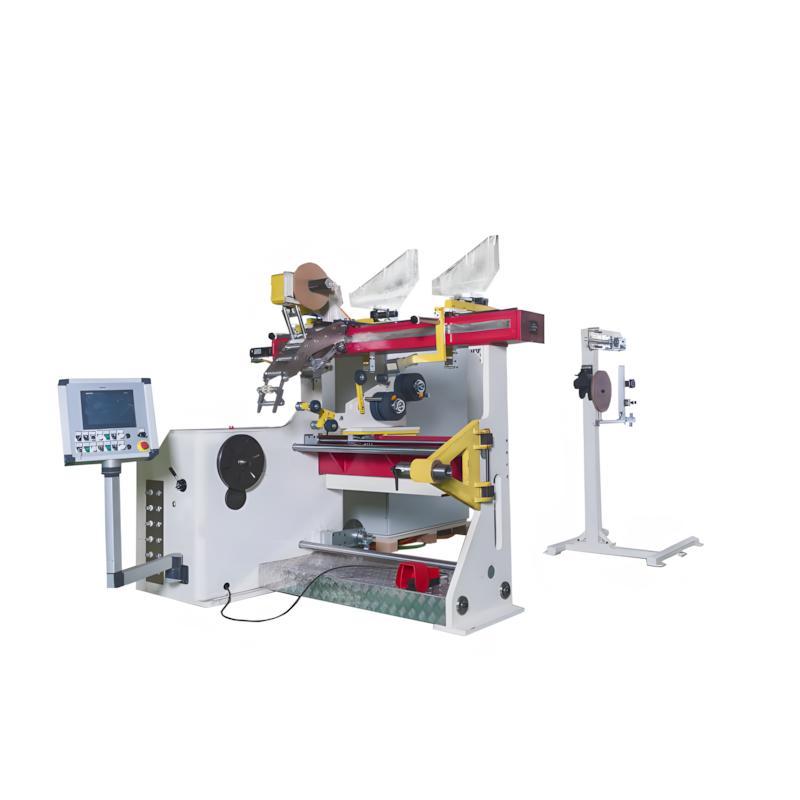
მანქანის შედგენა
მაღალი სიზუსტე ძირითადად ხდის შესაბამისი ორი კორპუსული ინდიკატორი: კოაქსიალურობა (0,002-0,005 მმ) და ბოლოს გადახრის კონტროლი. დირექტული გავლენა შემდეგნაირად ხდის: ① სწორი კოაქსიალურობა უზრუნველყოფს ტრანსფორმატორის სიმრავლის დარტყმის სიმჭიმრისა და დამრგვალების დროს დარტყმის სიმკვრივის დაცულობას, რით არ ხდება შემოსავლობის შესაბამისობის დაქვეითება ან გადაცემის ეფექტიურობის შემცირება შრიფებს შორის დახრილობისგან; სიზუსტის დეტალებისთვის, როგორიც არის ცეკვები და ნაჭრები, უზრუნველყოფს, რომ დამზადების შემდეგ ზომების ტოლერანციები შეესაბამება სტანდარტს და არ ხდება ასამართავი დახრილობა დაშესაბამისობის დროს; ② სწორი კონტროლი ბოლოს გადახრის შესახებ უზრუნველყოფს, რომ სიმრავლის ორივე ბოლო იყოს ბრუნავად, რით შემცირდება შემდგომი დაშესაბამისობის დროს გადახრის შეცდომები; დეტალების დამზადებისთვის ეს უზრუნველყოფს, რომ არ ხდება გადახრილობა და არასწორი დამზადება ბოლოს, რით უზრუნველყოფს დეტალის დაშესაბამისობის სიზუსტეს და სტაბილობას.
განსხვავებები და შერჩევის ლოგიკა შემდეგია: (1) ხელით გამოძახების ტიპი (მაგალითად, Gerber 110/120 სერია): პარამეტრებით დაჭერის დიაპაზონი შესაძლოა დაბალი იყოს (4-100 მმ), გაფართოების რაოდენობა საშუალოა (0.05-0.09 მმ), მომხმარებლის ფუნქციონალი ფოკუსირებულია სიზუსტეზე, ხოლო ოპერაციები დამოკიდებულია ხელით შრომაზე. ეს ხელით გამოძახების ტიპი საშუალებას აძლევს პრეციზული დეტალების პროცესირებას პატარა პარტიით, პატარა კოილების ხარისხის შესაძლებლობების შესაქმნელად ან შემთხვევაში დაბალი ავტომატიზაციის წარმოების ცენტრში; (2) ძალადი გამოძახების ტიპი (მაგალითად, SMW Autoblok EMX-C სერია): პარამეტრებით დაჭერის დიაპაზონი უფრო დიდია (25-120 მმ) და გაფართოების რაოდენობა უფრო მაღალია (1.0-1.2 მმ), მაქსიმალური ტრანსმისიის ტორკი შეიძლება მისწვდეს 400 Nm-მდე, ხოლო მომხმარებლის ფუნქციონალი ფოკუსირებულია საშუალებაზე დიდი ეფექტიურობისა და მძიმე ტვირთის შესაძლებლობაზე. ამ ტიპის ავტომატიზაციის დონე მაღალია და ეს ხელით გამოძახების ტიპი საშუალებას აძლევს დიდი მასშტაბის წარმოებას, დიდი დეტალების პროცესირებას, დიდი ერთეულების კოილების ხარისხის შესაძლებლობების შესაქმნელად ან წარმოების ცენტრში ავტომატიზებული ლინიების შესაქმნელად. შერჩევისას პირველი პრიორიტეტი უნდა მიეცეს თქვენი წარმოებითი შესაძლებლობების და დეტალების სპეციფიკაციების (ზომა/წონა) შესასარგებლობლად, შემდეგ კი გადაწყვეტილები უნდა მიიღოთ წარმოების ცენტრის ავტომატიზაციის დონის შესახებ
ბაზისური მუშაობის პრინციპი არის ბაზის ღერძის დაჭერის ელემენტის რადიალური გაფართოება ხელით ან ძალის დრაივით, რითაც მიიღება დაჭერის მხარდაჭერა დეტალი/კოილისთვის; დამუშავების/დახრილობის დასრულების შემდეგ, ბაზის ღერძი შემცირდება დიამეტრის შემცირებით, რაც უფრო სწრაფად დახურვას უზრუნველყოფს. ტრადიციული ფიქსირებული ბაზის ღერძების შედარებით ამ პრინციპი ამოხსნის სამ ძირითად პრობლემას: ① ტრადიციული ფიქსირებული ბაზის ღერძები რთულად არის დემონტაჟში, რაც შეიძლება განადგუროს კოილი/დეტალი, ხოლო გაფართოებადი ბაზის ღერძი შემცირებით და დახურვით უშველებლად ამოიღება; ② ტრადიციული ბაზის ღერძები არ არიან გამორჩეული ადაპტირების შემთხვევაში, რადგან ერთი ტიპის დეტალი ერთი სპეციფიკაციას ესაპრესირება. გაფართოებადი ბაზის ღერძი იძლევა ფართო დაჭერის დიაპაზონს (4mm-120mm) და ასევე მხარდაჭერს არასტანდარტულ შესაძლებლობებს; ③ ტრადიციული ბაზის ღერძის დაჭერისა და დების დრო გრძელია, ხოლო გაფართოებადი ბაზის ღერძის გაფართოების ხელთანახვის შეცვლა შეიძლება სწრაფად შესრულდეს, რაც გამოიწვევს პარამეტრების დასაყენები დროის დიდი შემცირებას და ჯგუფო წარმოების ეფექტივობის გასამართლებას.