| Marko | Switchgear parts |
| Modelnumero | Transformilo dilatabla mandro |
| Maksimuma longo de distanco | 1100mm |
| plej granda ekstera diametro | 200mm |
| Serio | EM-200 |
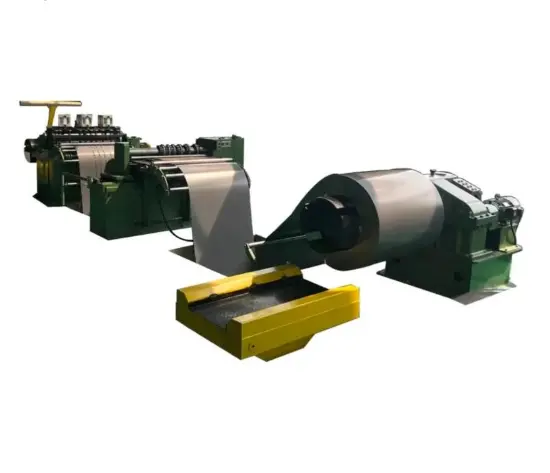
Pliegebla Mandrolo estas la kernhelpa ekipaĵo de vinda maŝinoj, speciale dezignita por la spirala vindproceso de elektromagnetaj komponantoj kiel transformiloj kaj reaktoroj. Per akurata matro de spiralsizo kaj prizorgita produkcio ĝi provizas stabilan subtenon kaj pozicion por la formado de spiro.
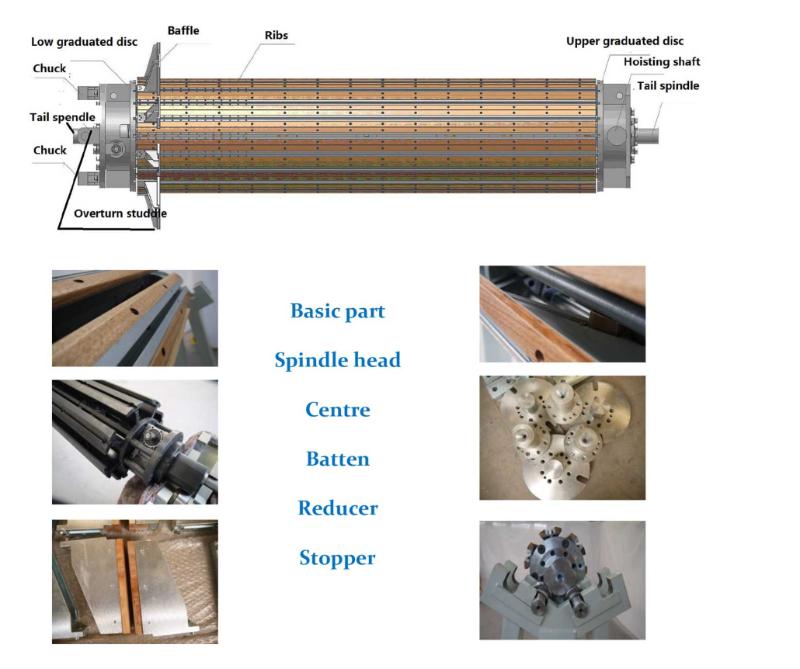
Ĉi tiu pligrandigebla kaj malpligrandigebla ŝaftronkopo estas kompatibla kun tri strukturaj tipoj: ortangula, elipsa, kaj rondflanka, kaj povas adaptiĝi al diversaj postuloj pri spirala formo. La parametroj de la ŝaftronkopo (L1=1515,5mm, L2=1313,5mm, L3=1100mm, D2=200mm, ktp.) povas kontentigi la procezajn postulojn de diversaj specifoj de spiroj. La ekipaĵo laboras kun la ĉefantraŭkapo, centra ebena nudo, reduktilo kaj aliaj bazaj komponantoj, kaj estas equipita per supraj kaj subaj ciferskaloj, bariloj, teniloj kaj aliaj komponantoj por atingi akuratan pozicion, tenadon kaj fikson dum la spirala vindproceso, efektive eviti spiralan deklinon kaj malfirmigon, kaj certigi uniforman vinddenson.
En praktikaj aplikoj, ĉi tiu pligrandigebla kaj malpligrandigebla ŝaftronkopo povas esti uzata kun diversaj aŭtomataj kondukilondevindmaŝinoj kaj interstrataj izoldevindmaŝinoj, kaj estas larĝe uzata en la produktado de spiroj por sekecaj transformiloj, oleoimbutaj transformiloj, kaj specialaj transformiloj IEE-Business potenctransformiloj(rektifiktransformiloj, traktransformiloj, ktp.). Ĉu estas ronda aŭ ebenkondukilo devindo de kupra aŭ alumina kondukilo, aŭ formado de foliospiralo, ilia stabila pligrandigemo kaj malpligrandigemo tenoperformo povas plibonori la akurecon kaj produktadeffektiĝon de spirala vindado. Samtempe, ili taŭgas por malgrandaj serĉpersonigoj kaj grandaj produktaĵskaloj, kaj estas klavaj helpaj ekipaĵoj por spirala pritrapezo en la elektra ekipaĵmanufaktura industriro.
Maŝinarkomponado
Alta precizeco ĉefe manifestiĝas en du kernaj indikiloj: koaksialeco (0,002-0,005 mm) kaj kontrolado de la finflanka ekscentro. La direkta efiko estas jena: ① Akurata koaksialeco povas certigi la ventran densecon kaj rondonecon dum la spiralo de transforma spiralo estas vintro, evitante malkreskon de la izoladaĵo aŭ reduktadon de kondukadefikeco pro interstrata malĝusta pozicio; Por alta-precizaj pezoj kiel rotoj kaj ŝlosiloj, ĝi povas certigi, ke la dimensiaj tolerancoj post meŝado konformas al la normo kaj evitas montajn deviojn dum assemblo; ② Akurata kontrolado de la finflanka ekscentro povas certigi, ke la du flankoj de la spiralo estas ebenaj, reduktante spacan eraron dum sekva assemblo; Por meŝado de pezoj, ĝi povas eviti penkan kaj neuniforman finflankan meŝadon, certigante la montan akurecon kaj stabilecon de la pezo.
La diferencoj kaj la logiko de elektado estas jenaj: (1) Manoperata tipo (ekzemple Gerber 110/120 serio): la tena gamo estas relative malgranda en parametroj (4mm-100mm), la etendaĵo estas modera (0,05-0,09mm), la efikeco fokusas sur preciza tenado, kaj la operacio dependas de manlaboro. Ĝi taŭgas por malgrandaj lotoj de precizaj partopreparadoj, malgrandaj spiraloj viklingo, aŭ situacioj kun malforta aŭtomatigo en la laboratorio; (2) Potencvivita tipo (ekzemple SMW Autoblok EMX-C serio): kun pli granda tena gamo (25mm-120mm) kaj pli alta etenda kapablo (1,0-1,2mm) en terminoj de parametroj, la maksimuma transdonota momenteto povas atingi 400Nm, kaj la efikeco fokusas sur alta efektiveco kaj peza ŝarĝo. Ĝi havas altan gradon de aŭtomatigo kaj taŭgas por granda produkcio, grandaj laborpecoj, grandkapacitaj spiraloj viklingo, aŭ laboratoria aŭtomatigita montlinio situacioj. Elektante, unue oni devus preni en konsideron sian propran produktan kapablecon kaj laborpecspecifojn (grando/pesego), kaj poste decidi bazitajn sur la nivelo de laboratoria aŭtomatigo
La ĉefa labora principo estas unuforme etendi la tenilan elementon de la ŝafto radiusale per manoperado aŭ motor-drive, atingante tenilan subtenon por la laborpeco/spiralo; Post finiĝo de pritrakto/ventrolo, la ŝafto kontraktas sian diametron, kio faciligas rapidan demoldigon. Kompare kun tradiciaj fiksitaj ŝaftoj, ĝi solvas tri grandajn dolorpunktojn: ① Tradiciaj fiksitaj ŝaftoj estas malfacile dismonteblaj, kio povas facile kaŭzi damaĝon al la spiralo/laborpeco, dum etendaj ŝaftoj povas esti forigitaj sen damaĝo per kontrakto kaj demoldigo; ② Tradiciaj ŝaftoj havas malbonan adaptablon, kun nur unu tipo de laborpeco respondanta al unu specifo. La etenda ŝafto havas larĝan tenilan amplekson (4mm-120mm) kaj ankaŭ subtenas nestandardan personigiĝon; ③ La tempo por tenilo kaj testado de tradiciaj ŝaftoj estas longa, kaj la etenda maniko de la etenda ŝafto povas esti rapide anstataŭigita, grandegre reduktante la agordotempon kaj plibonigante la efikecon de partia produkado.