| Handelmerk | Switchgear parts |
| Modelnommer | Transformer uitbreibare mandrel |
| Maksimume afstand | 1100mm |
| Maksimum buiteradius | 200mm |
| Reeks | EM-200 |
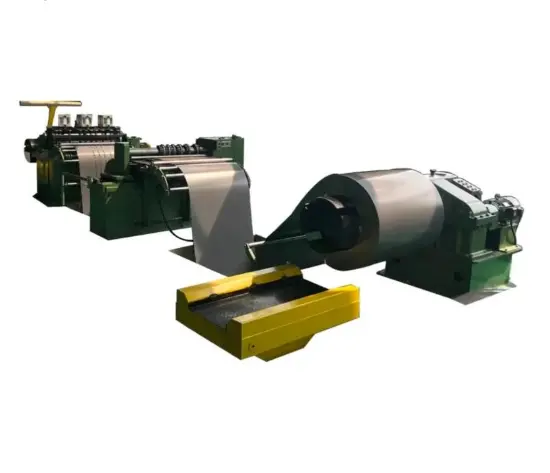
Die Uitbreibare Mandrel is die kern hulpbronne van windingmasjiene, spesifiek ontwerp vir die spoelwindingproses van elektromagnetiese komponente soos transformasors en reaktors. Deur presiese pasmaking van spoelgrootte en aangepaste vervaardiging bied dit stabiele ondersteuning en posisionering vir spoelvorming.
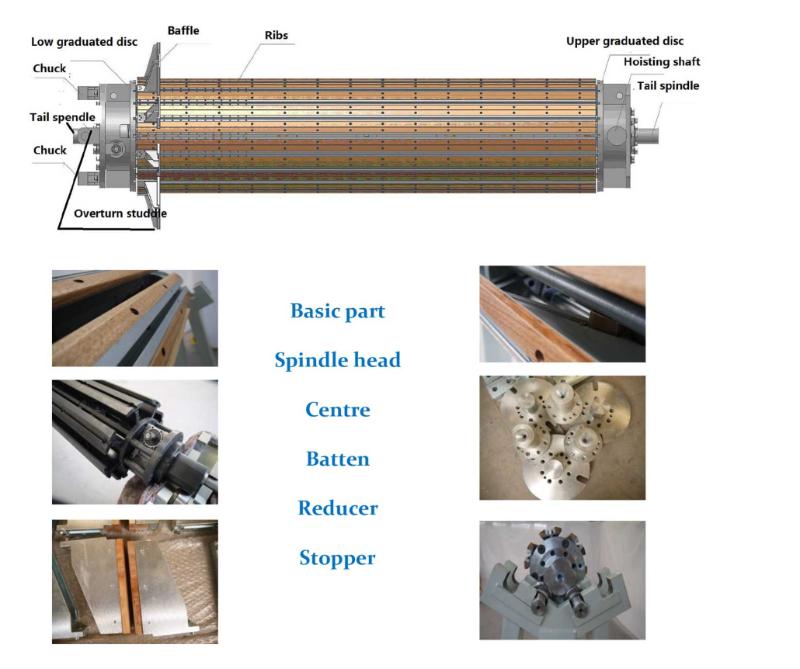
Hierdie uitspan- en inspankernsnaar is versoenbaar met drie strukturele tipes: reghoekig, ovaal, en sirkelvormig, en kan aanpas aan verskillende spoelvormvereistes. Die kernoofparameters (L1=1515.5mm, L2=1313.5mm, L3=1100mm, D2=200mm, ens.) kan die verwerkingsvereistes van verskeie spesifikasies van spoels bevredig. Die toerusting werk saam deur middel van die hoofasskop, sentrale platnoodles, reducer en ander basiese komponente, en is toegerus met bo- en ondertelle, skynheinings, chucks en ander komponente om akkurate posisionering, klemming en vestiging tydens die spoelwindingproses te bewerkstellig, wat effektief spoelverskuiving en losheid vermy, en verseker dat die windingdigtheid eenvormig is.
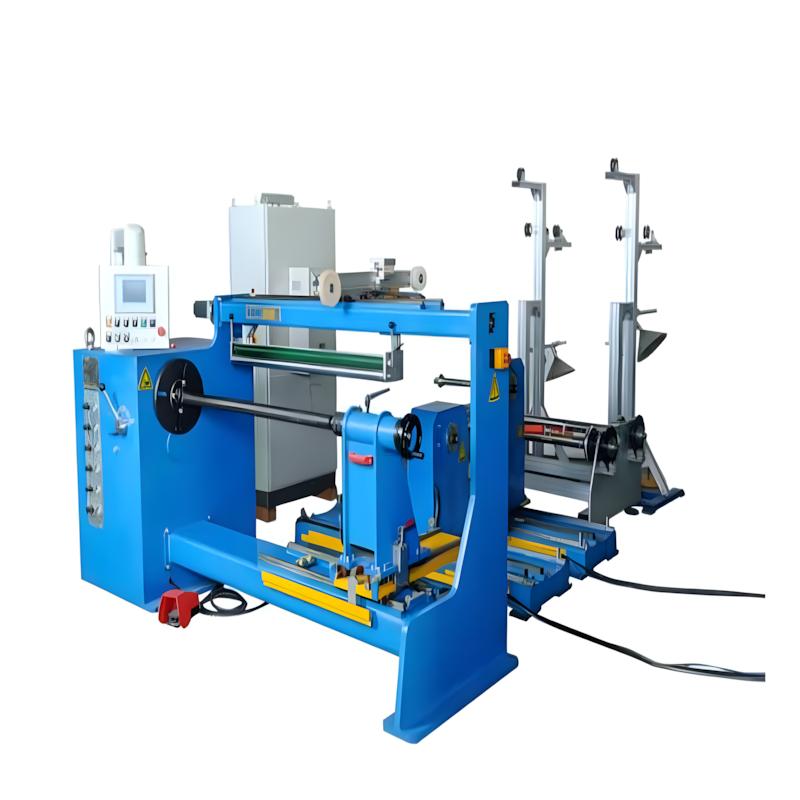
In praktiese toepassing kan hierdie uitspan- en inspankernsnaar in kombinasie gebruik word met verskeie outomatiese geleiderwindingmasjiene en interlaag isolasiewindingmasjiene, en word wyd gebruik in die vervaardiging van spoels vir droogtransformasors, oliegedoopte transformasors, en spesiale transformasors power transformers(rektifikasie, trektransformasors, ens.). Of dit nou ronde of platdraadwinding van koper- en alumiunleiers is, of die vorming van foliespoels, hul stabiele uitspan- en inspanklemvermoë kan die akkuraatheid en produksie-effektiwiteit van spoelwinding verbeter. Tegelykertyd is hulle geskik vir klein-batchaanpassing en grootmaatskaalse vervaardigingssituasies, en is sleutelhulpbronne vir spoelverwerking in die kragtoerustingsvervaardigingsbedryf.
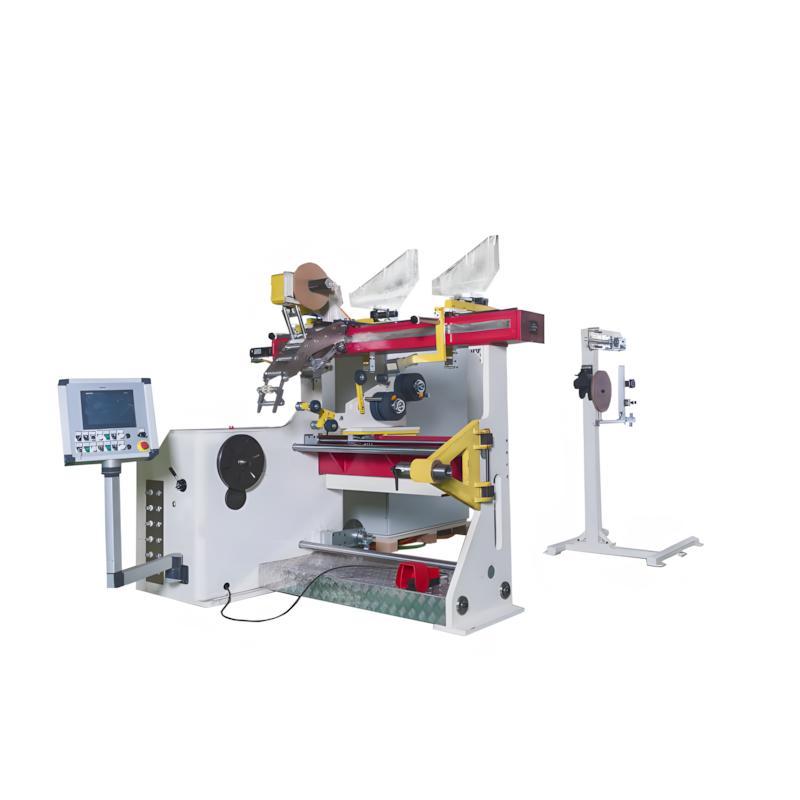
Masjienkomposisie
Hoë presisie word hoofsaaklik in twee kernindikatore weerspieël: kontraaksiaalheid (0,002-0,005mm) en kontrole van die eindvlaktrilling. Die direkte impak is as volg: ① Akkurate kontraaksiaalheid kan die winderdigheid en rondheid tydens die winding van transformatorspoels verseker, wat insulasiestanddaardvermindering of geleidbaarheidsdoenem vermy wat deur interlaagverskuiwing veroorsaak word; Vir presisiewerkstukke soos wiele en snyswerktuie kan dit verseker dat die matingsverdraagsaamhede na bewerking aan die standaard voldoen en pasafwykings tydens samestelling vermy word; ② Akkurate kontrole van eindvlaktrilling kan verseker dat die twee einde van die spoel vlak is, wat lasfouters tydens latere samestelling verminder; Vir bewerkte werkstukke kan dit helling en oneweredigheid in eindvlakbewerking vermy, wat die samestellingsakkuraatheid en -stabiliteit van die werkstuk verseker.
Die verskille en seleksie-logika is as volg: (1) Handbedryfde tipe (soos Gerber 110/120 reeks): die klemomvang is relatief klein in parameters (4mm-100mm), die uitbreidingshoeveelheid is matig (0.05-0.09mm), die prestasie fokus op presiese klemming, en die bedryf is afhanklik van handwerk. Dit is geskik vir klein-batsettel verwerkings van presisieonderdele, winding van klein spoels, of scenario's met lae outomatisering in die werkswinkel; (2) Kraggedrewe tipe (soos SMW Autoblok EMX-C reeks): met 'n groter klemomvang (25mm-120mm) en hoër uitbreidingsvermoë (1.0-1.2mm) in terme van parameters, kan die maksimum oordraagbare koppel tot 400Nm bereik, en die prestasie fokus op hoë effektiwiteit en swaar laste. Dit het 'n hoë vlak van outomatisering en is geskik vir groot-skale produksie, verwerkings van groot werkstukke, winding van hoë kapasiteit-spoels, of werkswinkel-outomatiseerlyn scenario's. By die seleksie moet voorrang gegee word aan die bypassing van jou eie produksievermoë en werkstukspesifikasies (grootte/gewig), en dan besluite gebaseer op die vlak van werkswinkelautomatisering.
Die kern werkprinsipe is om die klemelement van die kernas radiaal eenvormig uit te brei deur middel van handmatige of kragaangedrewe aandrywing, wat klemondersteuning vir die werkstuk/spool verseker; Nadat verwerkings/wind is voltooi, word die kernas ingetrok om sy diameter te verminder, wat dit makliker maak om vinnig te demould. In vergelyking met tradisionele vaste kernasse, los dit drie groot pynpunte op: ① Tradisionele vaste kernasse is moeilik om af te breek, wat lei tot skade aan die spool/werkstuk, terwyl uitbreibare kernasse sonder skade kan verwyder word deur in te trek en te demould; ② Tradisionele kernasse het swak aanpasbaarheid, met slegs een tipe werkstuk wat ooreenstem met een spesifikasie. Die uitbreibare kernas het 'n wye klemomvang (4mm-120mm) en ondersteun ook nie-standardiseerde aanpassing; ③ Die tradisionele kernas klem en debug tyd is lank, en die uitbreibare kernas uitbreislee kan vinnig vervang word, wat die instellertyd grootliks verminder en die effektiwiteit van partjielig produksie verbeter.