| Marka | Switchgear parts |
| Numer modelu | Rozwijalna szpindel transformatora |
| Maksymalna odległość | 1100mm |
| Maksymalny średnica zewnętrzna | 200mm |
| Serie | EM-200 |
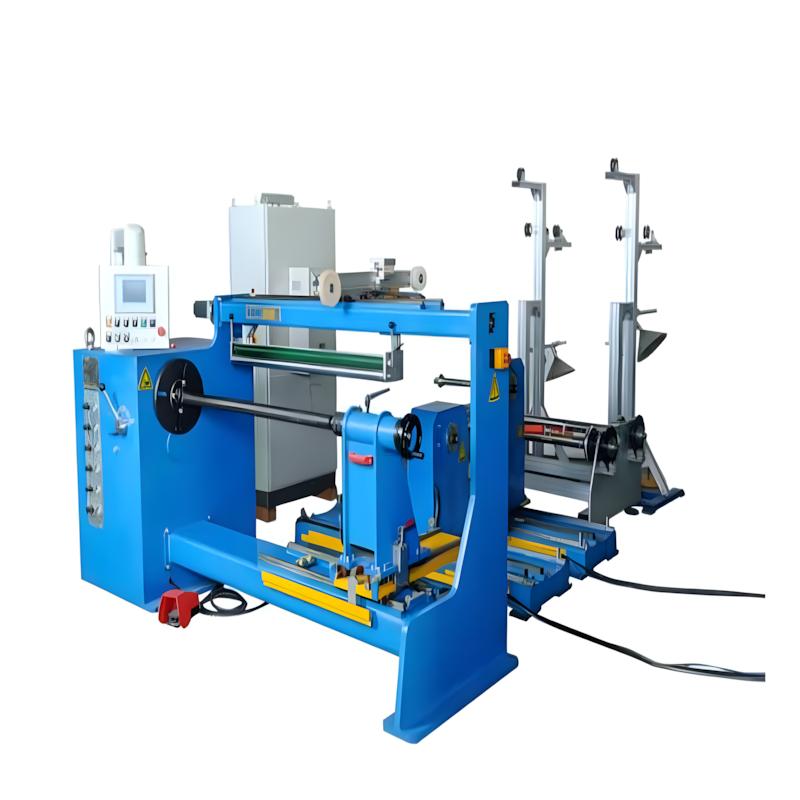
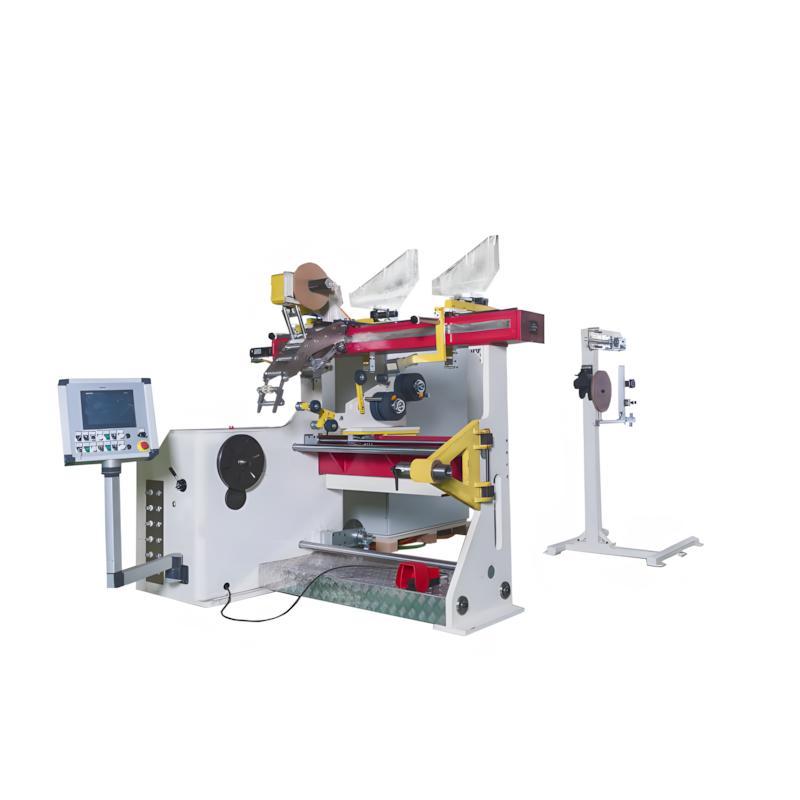
Rozszerzalny wał jest kluczowym sprzyjającym sprzętem do maszyn nawijających, zaprojektowany specjalnie dla procesu nawijania cewek elementów elektromagnetycznych, takich jak transformatory i reaktory. Dzięki precyzyjnemu dopasowaniu rozmiaru cewki i dostosowanej produkcji zapewnia stabilne wsparcie i pozycjonowanie podczas formowania cewek.
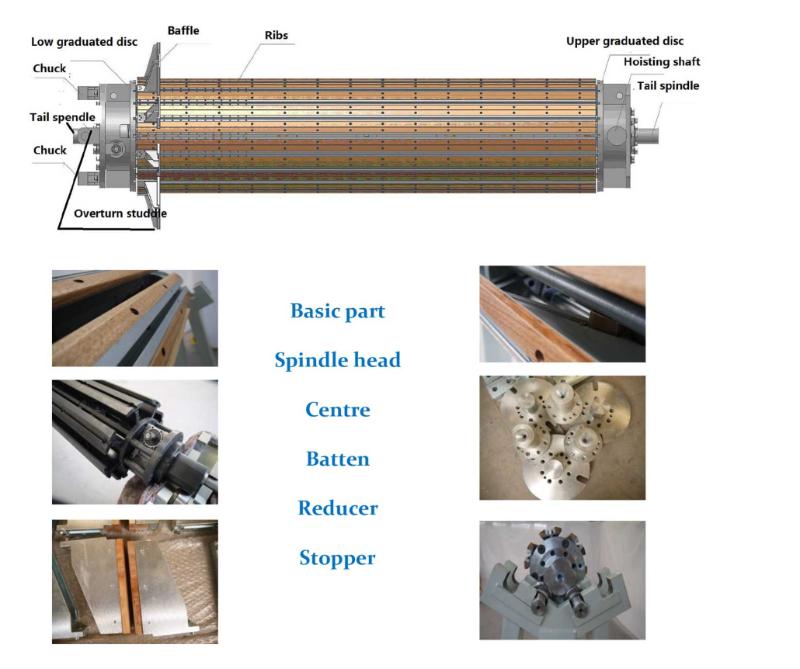
Ten rozszerzalny i zwężalny wał jest kompatybilny z trzema typami konstrukcyjnymi: prostokątnym, eliptycznym i okrągłym, oraz może przystosować się do różnych wymagań kształtu cewek. Parametry rozmiarowe rdzenia (L1=1515,5mm, L2=1313,5mm, L3=1100mm, D2=200mm, itp.) mogą spełnić wymagania procesu dla różnych specyfikacji cewek. Urządzenie działa wraz z główną głowicą wału, centralnymi płaskimi nożami, reduktorem i innymi podstawowymi składnikami, a także wyposażone jest w górne i dolne tarcze, przegrody, szczęki i inne elementy, aby osiągnąć dokładne pozycjonowanie, zaciskanie i utrzymywanie podczas procesu nawijania cewek, efektywnie unikając przesunięcia i luźności cewek, a także zapewniając jednolitą gęstość nawinięcia.
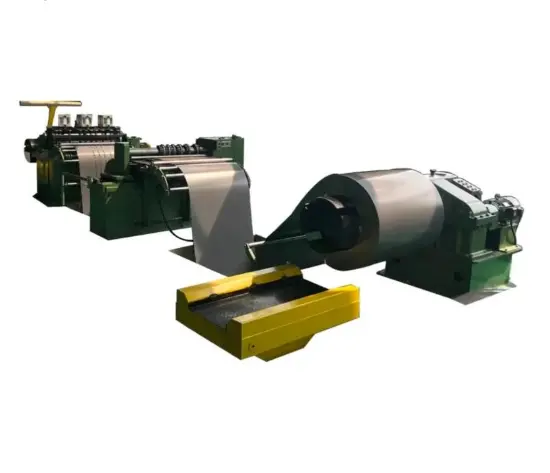
W praktycznych zastosowaniach ten rozszerzalny i zwężalny wał może być używany w połączeniu z różnymi automatycznymi maszynami do nawijania przewodników i maszynami do nawijania izolacji międzypłytowej, a jest szeroko stosowany w produkcji cewek do suchych transformatorów, transformatorów olejowych i specjalnych transformatorów transformery energetyczne(rectification, traction transformers, etc.). Bez względu na to, czy chodzi o nawijanie okrągłego lub płaskiego przewodu miedzianego lub aluminium, czy formowanie foliowych cewek, ich stabilna wydajność zaciskania i rozszerzania może poprawić dokładność i wydajność produkcji nawijania cewek. Jednocześnie są one odpowiednie zarówno do małoseryjnej dostosowywalności, jak i do wielkoskalowej produkcji, stanowiąc kluczowe pomocnicze urządzenie do przetwarzania cewek w przemyśle produkcji sprzętu energetycznego.
Skład maszyny
Wysoka precyzja odzwierciedla się głównie w dwóch kluczowych wskaźnikach: współosiowości (0,002-0,005 mm) i kontroli skoków powierzchni końcowej. Bezpośrednie skutki to: ① Dokładna współosiowość może zagwarantować gęstość nawinięcia i okrągłości podczas nawijania cewek transformatora, unikając degradacji właściwości izolacyjnych lub obniżenia wydajności przewodzenia spowodowanych niezgodnościami między warstwami; Dla precyzyjnych elementów takich jak koła zębate i narzędzia tnące, może zapewnić, że tolerancje wymiarowe po obróbce spełniają standard i unika odchylenia dopasowania podczas montażu; ② Dokładna kontrola skoków powierzchni końcowej może zagwarantować płaskość obu końców cewki, zmniejszając błędy przerwy podczas późniejszego montażu; W przypadku obrabianych elementów, może unikać przechylenia i nierównomierności podczas obróbki powierzchni końcowej, zapewniając dokładność i stabilność montażu elementu.
Różnice i logika wyboru są następujące: (1) typ napędowy ręczny (np. serii Gerber 110/120): zakres zaciskania jest stosunkowo mały pod względem parametrów (4mm-100mm), rozszerzenie jest umiarkowane (0,05-0,09mm), wydajność koncentruje się na precyzyjnym zaciskaniu, a operacja opiera się na pracy ręcznej. Jest odpowiedni do przetwarzania małych partii precyzyjnych części, małych cewek lub scenariuszy z niskim stopniem automatyzacji w warsztacie; (2) typ napędowy mechaniczny (np. serii SMW Autoblok EMX-C): z większym zakresem zaciskania (25mm-120mm) i wyższą zdolnością do rozszerzenia (1,0-1,2mm) pod względem parametrów, maksymalny moment obrotowy może wynieść 400Nm, a wydajność koncentruje się na wysokiej efektywności i dużym obciążeniu. Posiada wysoki stopień automatyzacji i jest odpowiedni do masowej produkcji, przetwarzania dużych elementów, zwijania cewek o dużej pojemności lub scenariuszy automatycznej linii montażowej w warsztacie. Przy wyborze należy najpierw skupić się na dopasowaniu do własnej zdolności produkcyjnej i specyfikacji elementu (rozmiar/waga), a następnie podejmować decyzje na podstawie stopnia automatyzacji w warsztacie
Podstawowym zasądkiem działania jest jednolite rozszerzanie elementu zaciskowego wału rdzeniowego promieniście poprzez napęd ręczny lub mechaniczny, co pozwala na osiągnięcie wsparcia zaciskowego dla detalów/cewki; Po ukończeniu obróbki/zakładania cewki, wał rdzeniowy kurczy się, zmniejszając swój średnicy, co ułatwia szybkie wydobywanie formy. W porównaniu do tradycyjnych stałych wałów rdzeniowych, rozwiązuje to trzy główne problemy: ① Trudność w demontażu tradycyjnych stałych wałów rdzeniowych, która może łatwo prowadzić do uszkodzenia cewki/detalu, podczas gdy rozszerzalne wały rdzeniowe mogą być usuwane bez uszkodzeń poprzez kurczenie i wydobywanie; ② Słaba adaptacja tradycyjnych wałów rdzeniowych, gdzie tylko jeden typ detalu odpowiada jednej specyfikacji. Rozszerzalny wał rdzeniowy ma szeroki zakres zacisku (4mm-120mm) i obsługuje również niestandardową personalizację; ③ Długi czas zaciskania i nastawiania tradycyjnych wałów rdzeniowych, a rozszerzalna obudowa wału rdzeniowego może być szybko wymieniona, co znacznie redukuje czas ustawiania i zwiększa efektywność produkcji masowej.