| Marca | Switchgear parts |
| Numerus Modeli | Machina formandi et coniungendi vas corrugatum transformatoris |
| latitudo plicae undulatae | 350-1300mm |
| Crispae laminae crassitudo | 1.0~1.5mm |
| Altura plicae undulatae | 50~400mm |
| Longitudo laminarum | ≥290mm |
| Series | BBX |
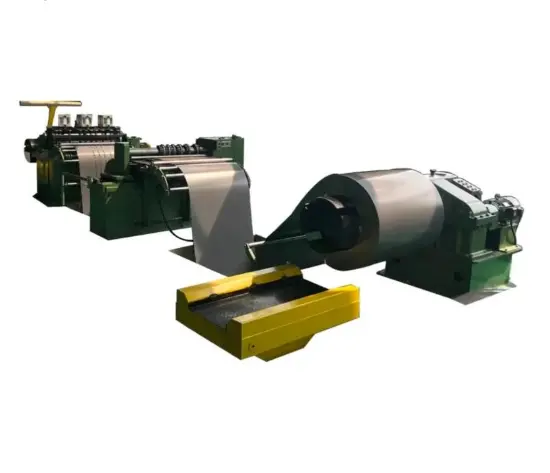
Machina formandi et coniungendi cisternas corrugatas est apparatus productionis integratus, specialiter designatus ad manufacturam cisternarum olei transformatoriarum. Integrat functiones nucleares sicut sectionem, formam et coniunctionem automaticam, et est instructus cum componentibus auxiliariis sicut armariis controlis electricorum, stationibus hydraulica et vehiculis onerantibus. Praebet solutionem completam ad massam productivam accuratam cisternarum olei transformatoriarum corrugatarum.
Hic apparatus est apparatus productionis clavis in industria manufacturae transformatorum, principaliter usus ad tractationem cisternarum olei corrugatarum transformatorum distributionis immissi oleo, transformatorum potentiae, et transformatorum specialium (sicut transformatores rectificantes et transformatores tractionis). Suus systema propulsoris hydraulici stabilis et systema controlis electronicum altae precisionis non solum possunt satisfacere necessitatibus productionis massae cisternarum olei transformatorum parvorum et mediocrium, sed etiam adaptari ad productionem specificiationum customizatarum cisternarum, adiuvans societates manufacturae transformatorum optimizare processus lineae productionis, reducere costus laboris, simulque assecurando facultatem dissipativa caloris et firmitatem structurae cisternarum, ponens fundamentum ad operationem securam et stabilem transformatorum.
Structura et specificatio

|
Res |
BBX-1300 |
BBX-1600 |
|
Largitudo finis (mm) |
350-1300 |
350-1600 |
|
Crassitudo laminae (mm) |
1.0-1.5 |
1.0-1.5 |
|
Longitudo laminae (mm) |
≥290 |
≥290 |
|
Altitudo finis (mm) |
50-400 |
50-400 |
|
Intervallo finis (mm) |
40-80 |
40-80 |
|
Accuratia intervalli (mm) |
±0.25 |
±0.25 |
|
Interstitium internum (mm) |
6 |
6 |
Indicium principale controlis praecisionis est accuratio intervalli pinnarum (0.25mm). Impactus clavicularis: ① Stabilitas structurae: Consistens intervallum pinnarum certificat distributionem aequabilem stressus in structura undulata congiaria, vitans deformationem vel damnum ex concentratione stressus locali; ② Prestantia obturationis: Accurata intervalla possunt assecurare accommodationem laminae metallica undulatae durante coniunctione, minuere hiatus fusionis, et deminuere periculum effusus congiarii; ③ Efficiencia dissipationis caloris: Uniformis intervallus undularum potest assecurare aream aequabilem dissipationis caloris congiarii, vitans dissipationem caloris localiter inaequabilem ex deviatione intervallorum, quae affectat effectum dissipationis caloris et stabilitatem operationis transformatoris.
Diversitas fundamentalis in latitudine pinnarum consistit: BBX-1300 habet latitudinem pinnarum 350-1300mm, BBX-1600 autem latitudinem pinnarum 350-1600mm, ceteri parametri technici (crassitudo laminae, altitudo/pulsus pinnarum, etc.) omnino consistent. Consilium electionis: ① Si parva et media oleotheca transformatoris producenda est (latitudo pinnarum ≤ 1300mm), BBX-1300 eligi potest, quod meliores costes investimenti et operationis praebet; ② Si magna oleotheca transformatoris (cum latitudine pinnarum 1300-1600mm) producenda est, BBX-1600 eligi debet. Latiore adaptabilitate pinnarum potest exigentiae processus oleothecae magnae dimensionis satisfacere.
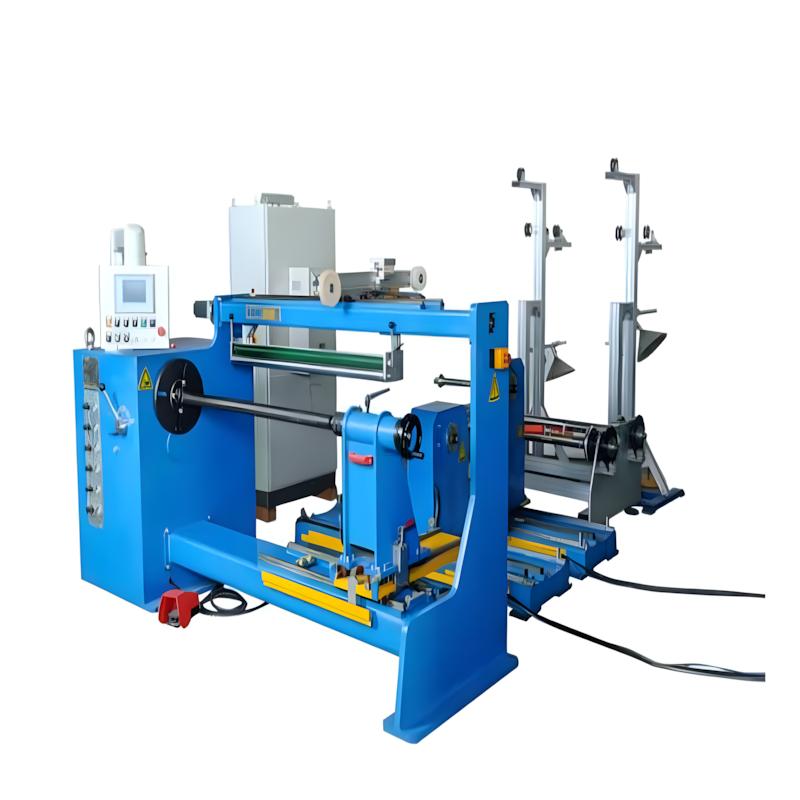
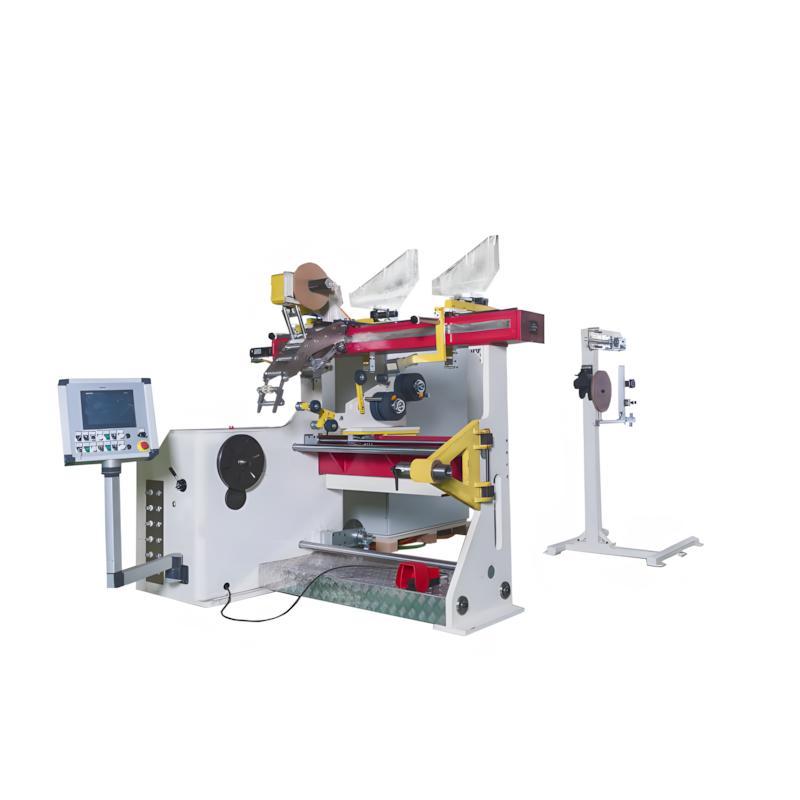
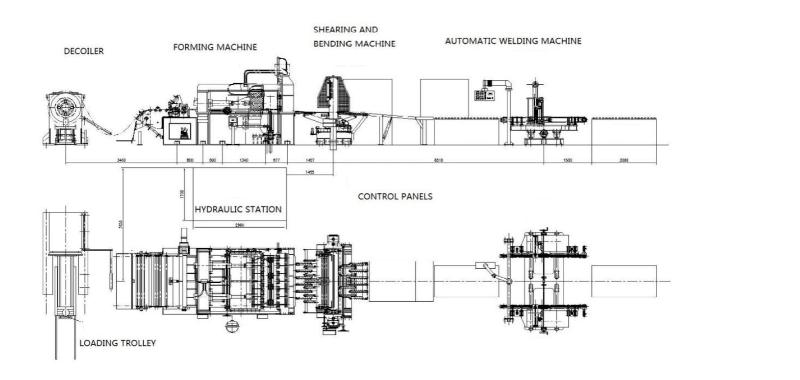
Componentes principes includunt machinam decidentem, machinam formandi undas, machinam flectendi, machinam suture automaticam, armarium electricum de controllo, stationem hydraulica, et vehiculum onerarium. Divisio functionum: ① Vehiculum onerarium: praepositum est ad conveyendum laminae materiales et assecurandum continuitatem onerationis; ② Machina decidens: secat lamina in magnitudinem target proparationi pro processu subsequenti; ③ Machina formandi undas: tractat lamina decisa in structuram undulatam requiritam pro tank olei; ④ Machina flectens: flectit et format lamina undulatas ad congruentiam cum contorno toto tank olei; ⑤ Machina suture automatica: complet suturem et coniunctionem variarum partium tank olei ad formationem producti integri; ⑥ Armarium electricum de controllo: controlat parametras operationales et coordinationem processus totius equipmenti; ⑦ Statio hydraulica: praebit supportum potentiae pro sectionibus, formando, flectendo et aliis processibus.