
Paşê, yekî çendî lêgerên duyemîn ên bina nû yên istîfana serdarên şîn hewce dike ku bi karberên pêşgotin serdarên şîn hewce dike. Di dema ku gorên pêşgotin çêkandin, kompaniyên lêgerên duyemîn ji bo çêkirina û debugkirina di gorên pêşgotin de dike, ku prosesa çêkirina xebit u dike. Serdara şîn astimînî 220 kV li tor eften pirsa du gorên pêşgotin: yek ji bo 220 kV û yek ji bo 110 kV. Du gor an jî gorên cîna II ne, ku bi dimensiyonan 6200mm×2800mm×3300mm. Gorê cîna II dikare 19 panel rêzan bi dimensiyonan 800mm×600mm×2260mm taybet bike, ku bi vê yekê re rastînîna herêmî ya gorê ber hev bijarte.
Li gorî pirsgirêkan sereke yên di dema çêkirina modelê gorên pêşgotin de, van dengê çêkirina modelê gorên pêşgotin ên rêzgariyê derbas dike. Ji bo kirina çalakîya gorên pêşgotin, gorê pêşgotin ji wan parên çi ke optimizasyona strukturê gorê, çêkirina lêgerên di gorê de, û rêzikirina kablên optîk û elektrîk, bi amacê ku dema çêkirina werde gerd bike û rastînîna herêmîya gorê bere zêde bike.
1. Şema Strukturê Rêzgariyê Hierarchical Nested
Di navbera dizaynê rêzgariyê de, strukturê dayikbûnê lêgerên duyemîn wekî parreka integrallî ya strukturê gorên pêşgotin taybet kirin. Li ser amada gorê pêşgotin, dizaynê hierarchical ji bilindê ve hatine çêkirin.
1.1 Şema Çêkirina Nested
Li pella yekem, di dema ku gorê pêşgotin bi çelikan hot-rolled û dihêne yên çêkirina integrallî çêkirin, çêkirina komponentên vertikalên rectangular sheet-like bi ser gorê pêşgotin dereceyek ezmûna seretînên çêkirina rêzan biguherîne, ku ji bo împlementasyonê projeyê nekar e. Bunaqê, li ser vê şeman, di dema çêkirina gorê pêşgotin de, pêşînên strukturê rêzgariyê di gorê de çêkirin, wê ji Figure 1 da dikarin dîtin.
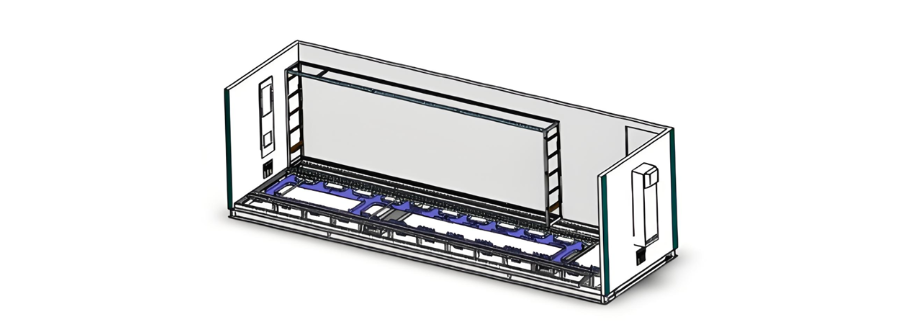
Figure 1 Schematic diagram of the installation components for the rack-mounted structure foundation
Komponentên pêşînên çêkirina wan bi CNC machines di procesê çêkirina sheet metal de çêkirin, ku kontrolê teqîl bi dimensiyonan din bikin û pêşînên teqîl biçav kirin ji bo çêkirina unitên rêzan. Di dema ku komponentên pêşînên çêkirina mezin ne, çêkirina frame di gorê de bi ser gorê pêşgotin çêkirin hatine çêkirin.
1.2 Pella Duyemîn a Şema Çêkirina Nested
Wê ji bo pella navenda rêzan, vê komponentên çêkirina dikare bi modûlanên fûncîyonî yên navenda serdem û rast dem taybet bike. Yekamên da li ser fire isolation lêgeran.
1.3 Pella Sêyemîn a Şema Çêkirina Nested
Li ser unitên dayikbûnê rêzan, device'ên protection yên bayanên single, device'ên measurement and control, switch'ên, terminal blocks, buttons, û sifir, çêkirin. Wan komponentan bi ser modûlên independent wir û debug kirin, unitên rêzan fûncîyonî yên independent form kirin, wê ji Figure 2 da dikarin dîtin.

Figure 2 Schematic diagram of the rack functional unit
Çêkirina, çêkirina û debugkirina unitên rêzan diha paralel bi çêkirina û çêkirina gorê ne, bi tenê ku çêkirina gorê ne hatine çêkirin. Vê yekê ji moda çêkirina paştî qeyt bi panelên rêzan, ku ji bo wiring di gorê de hewce dike, berser kirin, ku efektivîyatê wiring di gorên pêşgotin de çêker bike.
Pas çêkirina hemî lêgeran, device'ên yekîngar bi ser wire troughs yên jor û bin û horizontal rêzan seretînin, ku interconnection无缝连接舱内设备。此外,机架内的线槽形成网格状结构,使得不同机架之间的各种设备可以通过这种网格式布线系统进行连接。 在完成机架内所有设备的接线和调试后,安装机架的顶盖、侧板和前面板,如图3所示。 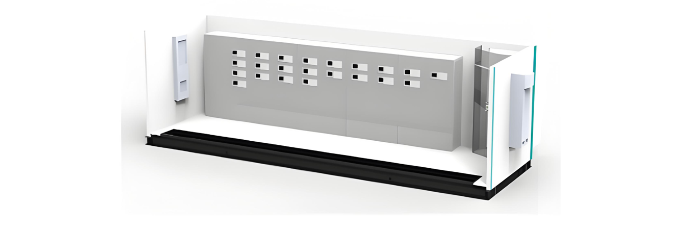 **图3 完成机架安装的效果图** 预制舱内的机架设备采用错位布置方式。本文以220kV线路保护测控单元为例说明220kV机架设备框架的布局。 ### 2. 预制舱内机架设备标准化布置方案设计 如图4所示,根据220kV变电站在设备安装区的配置要求,对于单个间隔,需要配置两台保护装置、一台测控装置、两个按钮和若干端子排。接线区内安装垂直线槽,并配置锁扣防止误操作。 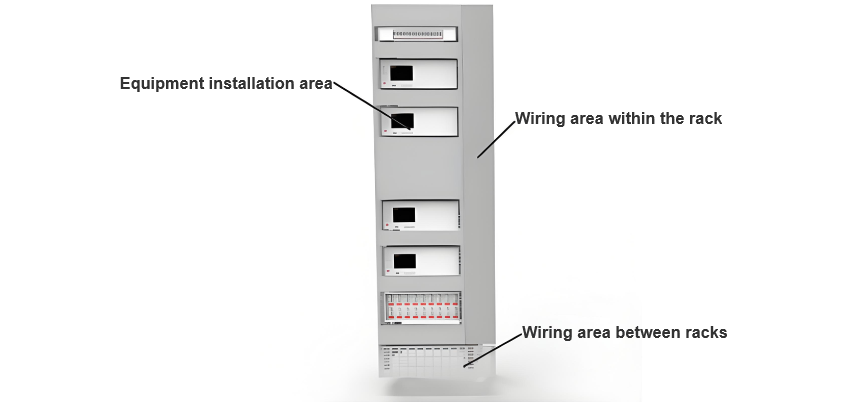 **图4 设备布局示意图** ### 3. 电缆敷设方案设计 #### 3.1 光电分离敷设 机架尺寸保持为2260(高)× 700(宽)× 600(深)mm。每层设备下方安装高度约为40mm的线槽。光缆和电缆分别敷设,并按分类分区敷设。如图5和图6所示,光纤跳线布置在通道左侧,电气电缆布置在右侧。同侧电缆根据设备安装位置捆绑放置在一起。 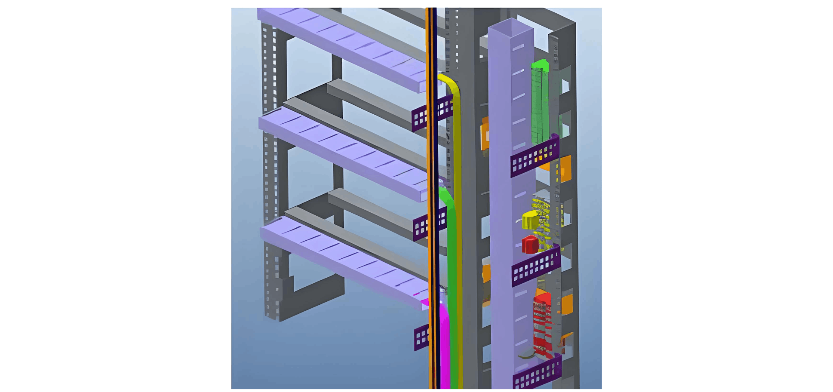 **图5 光纤分纤示意图** 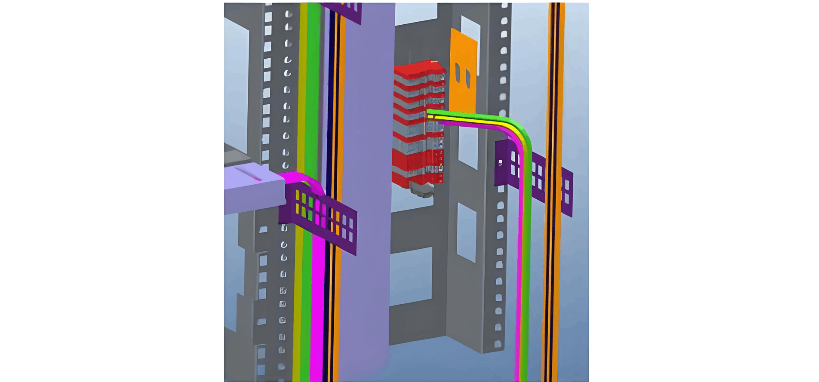 **图6 电缆敷设示意图** #### 3.2 集中转接柜安装 舱内安装宽度为700mm的预制光缆集中转接柜,用于方便预制光缆与跳线之间的连接。转接柜采用40U安装框架,框架内安装转接箱,留有足够的空间布置前端预制光缆和跳线。户外光缆通过转接柜转换为跳线,再通过各柜内的光配线架连接到各种设备,从而完成光缆连接过程。舱内提供与站内电缆沟相连的电缆通道进出口。 ### 4. 结论 - 预制舱采用层级嵌套机架结构。框架由多个机架单元组成,使嵌套机柜和舱体可以同时独立制造,显著提高了施工效率。 - 机架内的设备功能分区,实现了舱内设备布置的标准化。 - 预制舱内的光缆和电缆采用底部走线方式。舱底分层布置,在屏柜下方安装线槽盒,实现光缆和电缆的分离。 请翻译以上内容为库尔德语。










