
Şu anda, yeni inşa edilen akıllı alt istasyonlarda bulunan çoğu ikincil ekipman, anahtarlama alanında yer alan önceden monte edilmiş kabularda yer alır. Kabın üretildikten sonra, ikincil ekipman üreticileri kablara girerek kurulum ve hata ayıklamayı gerçekleştirirler, bu da oldukça karmaşık ve zorlu bir inşaat sürecine yol açar. Tipik bir 220 kV akıllı alt istasyon genellikle iki önceden monte edilmiş kabin gerektirir: biri 220 kV için, diğeri 110 kV için. Her iki kabin de Tip II olup, boyutları 6200mm×2800mm×3300mm'dır. Tip II kabın, 800mm×600mm×2260mm boyutlarındaki 19 panoyu barındırabiliyor olması nedeniyle, kabın içindeki alan kullanım oranı düşüktür.
Önceden monte edilmiş kabin modelinin inşaat sürecindeki belirgin sorunları çözmek için bu makalede, raflı kabin modelinin benimsenmesi önerilmektedir. Kabın genel tasarımını, kabin yapısının optimize edilmesi, kabinin içindeki ekipmanların düzenlemesi ve optik ve elektrik kablo rotalarının belirlenmesi gibi yönlerden ele alarak, inşaat süresini azaltma ve alan kullanım verimliliğini artırmayı amaçlanmaktadır.
1. Seviyeli İç İçe Raf Yapı Tasarımı
Raf tipi yapı tasarımı sırasında, ikincil ekipmanın taşıma yapısı, önceden monte edilmiş kabin gövdesi yapısının ayrılmaz bir parçası olarak görülür. Kabin gövdesi yapısının genel bağlamında, yukarıdan aşağıya doğru seviyeli bir tasarım uygulanır.
1.1 İç İçe Kurulum Yapısı
İlk seviyede, önceden monte edilmiş kabin gövdesinin sıcak rulo kesme çelikten yapıldığı ve tümleşik kaynakla şekillendirildiği düşünüldüğünde, kabinin içine dikdörtgen levha şeklinde dikey bileşenlerin doğrudan monte edilmesi, rafın kurulum hassaslığını önemli ölçüde etkileyecektir, bu da projenin uygulanmasına uygun değildir. Bu nedenle, bu tasarımda, önceden monte edilmiş kabinin üretim sürecinde, kabın içinde raf yapısının temel çerçevesi kurulur, Şekil 1'de gösterildiği gibidir.
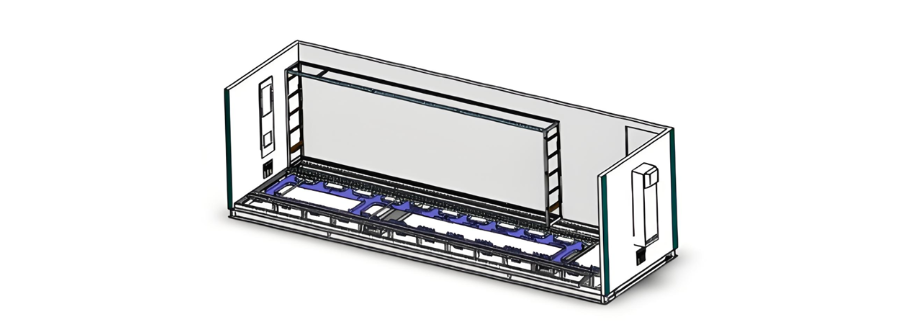
Şekil 1 Raf tipi yapı temel bileşenlerinin kurulum şeması
Bu temel kurulum bileşenleri, levha işlemeden CNC makineleri ile üretilir, bu sayede boyutların hassas kontrolü sağlanır ve raf ünitelerinin kurulumu için sağlam bir temel oluşturulur. Temel kurulum bileşenlerinin nispeten büyük boyutlarından dolayı, çerçeve kabın içindeki kurulumu, önceden monte edilmiş kabin gövdesinin üretimiyle eş zamanlı olarak gerçekleştirilir.
1.2 İç İçe Kurulum Yapısnın İkinci Katmanı
Raf kurulumunun orta katmanı olarak, bu kurulum bileşeni, sol ve sağ taraftaki çekirdek işlevsel modüller tarafından paylaşılabilir. Ayrıca, ekipmanlar için yangın izolasyonu görevini de görür.
1.3 İç İçe Kurulum Yapısnın Üçüncü Katmanı
Raf taşıma biriminde, tek bay koruma cihazları, ölçüm ve kontrol cihazları, anahtarlar, terminal blokları, düğmeler vb. kurulur. Bu bileşenler, bağımsız bir modül olarak kablolandırılır ve hata ayıklanır, böylece kendine yeterli bir raf işlevsel birimi oluştururlar, Şekil 2'de gösterildiği gibidir.

Şekil 2 Raf işlevsel biriminin şeması
Rafın üretim, kurulum ve hata ayıklaması, kabın kendisinin üretimi ve kurulumu ile paralel süreçlerdir, birbirlerinin inşaat programlarını etkilemez. Bu, önceki üretim modunda, panel tipi yapıların kabin içindeki kablolaması gerektirdiği durumu tamamen dönüştürüyor ve önceden monte edilmiş kabinlerdeki kablolama verimliliğini önemli ölçüde artırıyor.
Tüm ekipmanlar kurulduktan sonra, raf içindeki çeşitli cihazlar, rafı yatay olarak geçen üst ve alt kablosuz kanallar aracılığıyla birbirine bağlanır, bu da kabin içindeki ekipmanların sorunsuz bir şekilde birbirine bağlanmasını sağlar. Ayrıca, raf içindeki kablosuz kanallar, ağ benzeri bir yapı oluşturur, bu da raf arasında çeşitli cihazların bu ağ şeklindeki kablosuz sistem aracılığıyla birbirine bağlanmasını sağlar.
Raf içindeki tüm ekipmanların kablosuzluğu ve hata ayıklaması tamamlandıktan sonra, rafın üst kapağı, yan kapak plakaları ve ön kapak plakaları kurulur, Şekil 3'te gösterildiği gibidir.
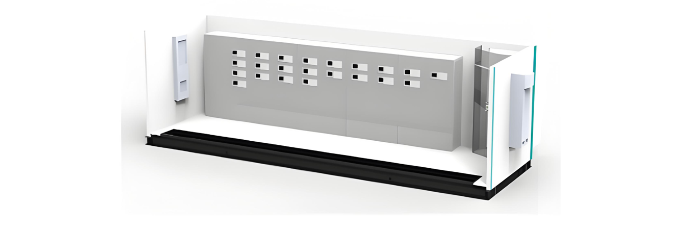
Şekil 3 Tamamlanan raf kurulumunun efekt çizimi
Önceden monte edilmiş kabinin rafındaki ekipmanlar, ofset bir şekilde düzenlenmiştir. Bu makalede, 220 kV hat koruması ve ölçüm-kontrol birimi örneği üzerinden, 220 kV raf ekipmanları çerçevesinin düzenlemesini açıklamaktadır.
2. Önceden Monte Edilmiş Kabinin Rafı İçindeki Ekipman Düzenlemesi Standartlaştırılmış Tasarım
Şekil 4'te gösterildiği gibi, 220 kV alt istasyonunun ekipman kurulum alanında konfigürasyon gereksinimlerine göre, tek bir bay için, iki koruma cihazı, bir ölçüm ve kontrol cihazı, iki düğme ve birkaç terminal bloğu konfigüre edilmesi gerekir. Kablolama alanında dikey kablosuz kanallar kurulur ve yanlış işlemlerden korumak için kilitleme tokaları konfigüre edilir.
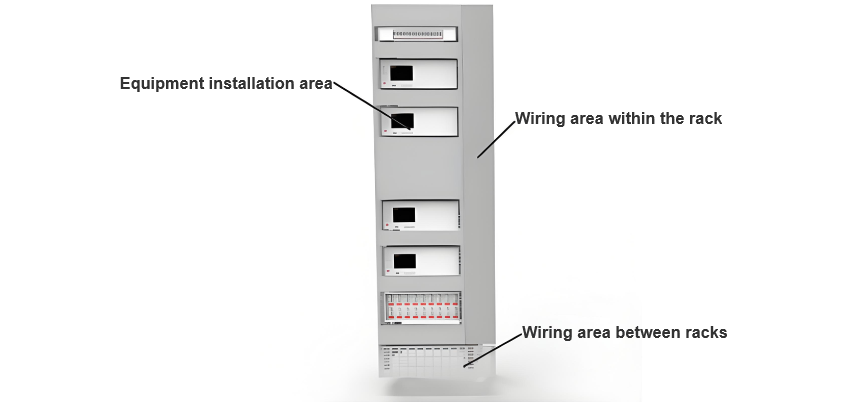
Şekil 4 Cihaz düzenlemesi şeması
3. Kablo Yerleştirme Tasarımının Tasarımı
3.1 Optik ve Elektrik Kablolarının Ayrı Yönlendirilmesi
Rafın boyutları 2260 (yükseklik) × 700 (genişlik) × 600 (derinlik) mm kalır. Her ekipman tabakasının altında yaklaşık 40 mm yüksekliğinde bir kablosuz kanal kurulur. Optik ve elektrik kablları ayrı yönlendirilir ve tüm kablar sınıflandırılmış ve bölünmüş bir şekilde yerleştirilir. Şekiller 5 ve 6'da gösterildiği gibi, fiber optik jumperler kanalın sol tarafına, elektrik kabları ise sağ tarafa yerleştirilir. Aynı taraftaki kablar, cihazların kurulum pozisyonlarına göre birleştirilip bir araya getirilir.
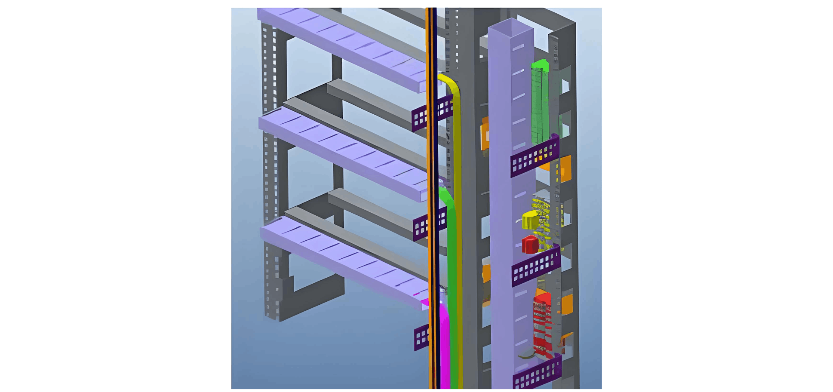
Şekil 5 Optik kablo bölünmüş fiber yerleşimi şeması
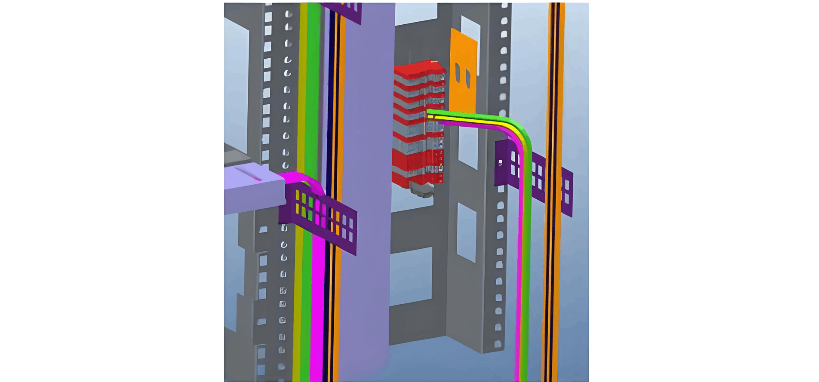
Şekil 6 Kablo yerleşimi şeması
3.2 Merkezi Aktarım Rafının Kurulumu
Kabinin içinde, 700 mm genişliğinde, önceden monte edilmiş optik kablolar için merkezi aktarım rafı kurulur. Bu, önceden monte edilmiş optik kablolar ile patch kablarının bağlantısını kolaylaştırmak için kullanılır. Raf, 40U kurulum çerçevesini benimser, aktarım kutuları çerçeveye kurulur ve ön uç önceden monte edilmiş optik kablolar ve patch kablolar için yeterli alan bırakılır. Dış optik kablolar, aktarım dolabından patch kablarına dönüştürülür. Bu patch kablolar, her dolaptaki optik dağıtım çerçevelerinden fiber optik jumperlere dönüştürülür ve çeşitli cihazlara bağlanır, böylece optik kablo bağlantı süreci tamamlanır. Kabinin içinde, istasyonun kablo hendekine bağlı olan bir kablo kanalı giriş/çıkışı sağlanır.
4. Sonuçlar
Önceden monte edilmiş kabin, seviyeli iç içe raf yapısını benimser. Çerçeve, birkaç raf biriminden oluşur, bu da iç içe kabları ve kabin gövdesinin aynı anda ve bağımsız olarak üretilebilmesini sağlar, bu da inşaat verimliliğini önemli ölçüde artırır.
Raf içindeki cihazlar işlevsel olarak bölünmüş, kabin içindeki ekipmanların düzenlemesini standartlaştırır.
Önceden monte edilmiş kabinin içindeki optik ve elektrik kabları, alt yönlendirme yöntemini benimser. Kabinin altı tabakalı olarak düzenlenir ve panellerin altında kablosuz kanal kutuları kurulur, bu da optik ve elektrik kablolarının ayrılması sağlanır.










