
Actuellement, la plupart des équipements secondaires dans les nouvelles sous-stations intelligentes sont placés à l'intérieur de cabines préfabriquées situées dans la zone de commutation. Une fois les corps des cabines fabriqués, les fabricants d'équipements secondaires entrent dans les cabines pour l'installation et le débogage, ce qui entraîne un processus de construction plutôt complexe et encombrant. Une sous-station intelligente typique de 220 kV nécessite généralement la mise en place de deux cabines préfabriquées : une pour 220 kV et une pour 110 kV. Les deux cabines sont de type II, avec des dimensions de 6200mm×2800mm×3300mm. Une cabine de type II peut accueillir 19 panneaux de commutation de dimensions 800mm×600mm×2260mm, ce qui entraîne un faible taux d'utilisation de l'espace à l'intérieur de la cabine.
Pour résoudre les problèmes saillants du processus de construction du modèle de cabine préfabriquée pour les sous-stations intelligentes, cet article propose l'adoption d'un modèle de cabine préfabriquée à étagères. La conception globale de la cabine préfabriquée est réalisée en optimisant la structure de la cabine, en disposant les équipements à l'intérieur de la cabine et en organisant le câblage optique et électrique, dans le but de réduire la durée de construction et d'améliorer l'efficacité de l'utilisation de l'espace.
1. Schéma de structure de rack imbriqué hiérarchique
Dans la conception de la structure à étagères, la structure porteuse des équipements secondaires est considérée comme une partie intégrante de la structure du corps de la cabine préfabriquée. Dans le contexte global de la structure du corps de la cabine, une conception hiérarchique de haut en bas est mise en œuvre.
1.1 Structure d'installation imbriquée
Au premier niveau, étant donné que le corps de la cabine préfabriquée est fabriqué en acier laminé à chaud et formé par soudage intégral, l'installation directe de composants verticaux rectangulaires en tôle à l'intérieur de la cabine préfabriquée aurait un impact significatif sur la précision de l'installation du rack, ce qui n'est pas favorable à la mise en œuvre du projet. Par conséquent, dans ce schéma, au cours du processus de fabrication de la cabine préfabriquée, une base de la structure du rack est installée à l'intérieur de la cabine, comme illustré à la Figure 1.
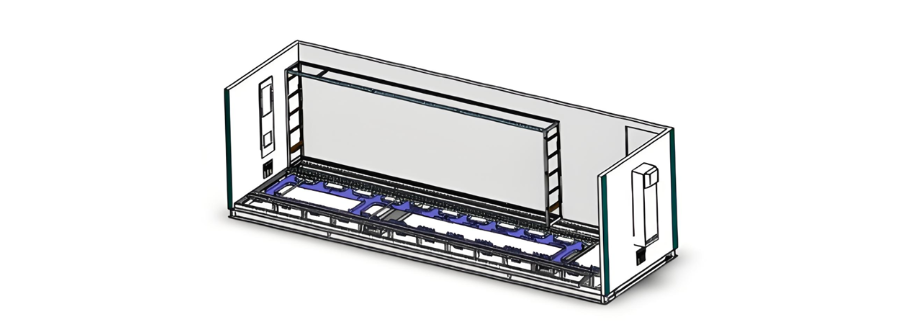
Figure 1 Schéma des composants d'installation pour la base de la structure à étagères
Ces composants d'installation de base sont fabriqués par des machines CNC via un traitement de tôle, permettant un contrôle précis des dimensions et offrant une base solide pour l'installation des unités de rack. Étant donné la taille relativement grande des composants d'installation de base, l'installation du cadre à l'intérieur de la cabine est réalisée simultanément avec la fabrication du corps de la cabine préfabriquée.
1.2 Le deuxième niveau de la structure d'installation imbriquée
En tant que couche intermédiaire pour l'installation du rack, ce composant d'installation peut être partagé par les modules fonctionnels principaux des côtés gauche et droit. Il sert également d'isolation incendie pour les équipements.
1.3 Le troisième niveau de la structure d'installation imbriquée
Sur l'unité de support du rack, sont installés des dispositifs de protection monobay, des dispositifs de mesure et de commande, des commutateurs, des borniers, des boutons, etc. Ces composants sont câblés et débogués en tant que module indépendant, formant une unité fonctionnelle de rack autonome, comme illustré à la Figure 2.

Figure 2 Schéma de l'unité fonctionnelle de rack
La production, l'installation et le débogage du rack sont des processus parallèles à la production et à l'installation de la cabine elle-même, sans affecter les calendriers de construction respectifs. Cela transforme complètement le mode de production précédent où les structures de type armoire nécessitaient un câblage à l'intérieur de la cabine, améliorant ainsi considérablement l'efficacité du câblage dans les cabines préfabriquées.
Une fois tous les équipements installés, divers appareils à l'intérieur du rack sont connectés via des caniveaux de câbles supérieurs et inférieurs qui traversent horizontalement le rack, permettant une interconnexion fluide des équipements à l'intérieur de la cabine. De plus, les caniveaux de câbles à l'intérieur du rack forment une structure en grille, permettant la connexion entre divers appareils entre les racks via ce système de câblage en forme de grille.
Une fois que tout le câblage et le débogage des équipements à l'intérieur du rack sont terminés, le couvercle supérieur, les panneaux latéraux et les panneaux avant du rack sont installés, comme illustré à la Figure 3.
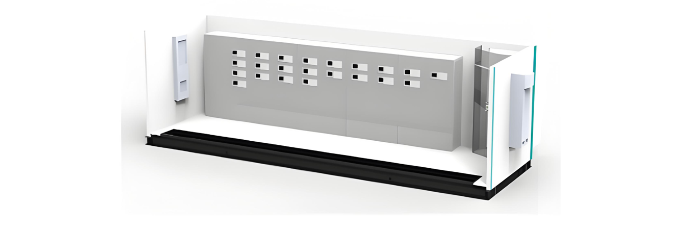
Figure 3 Image finale de l'installation du rack
Les équipements à l'intérieur du rack de la cabine préfabriquée sont disposés de manière décalée. Cet article prend un exemple d'unité de protection et de mesure et de commande de ligne 220 kV pour illustrer la disposition du cadre d'équipement de rack 220 kV.
2. Conception du schéma normalisé pour la disposition des équipements à l'intérieur du rack de la cabine préfabriquée
Comme illustré à la Figure 4, selon les exigences de configuration d'une sous-station 220 kV dans la zone d'installation des équipements, pour un seul baie, il est nécessaire de configurer deux dispositifs de protection, un dispositif de mesure et de commande, deux boutons et plusieurs borniers. Des caniveaux de câbles verticaux sont installés dans la zone de câblage, et des fermoirs de verrouillage sont configurés pour empêcher les opérations accidentelles.
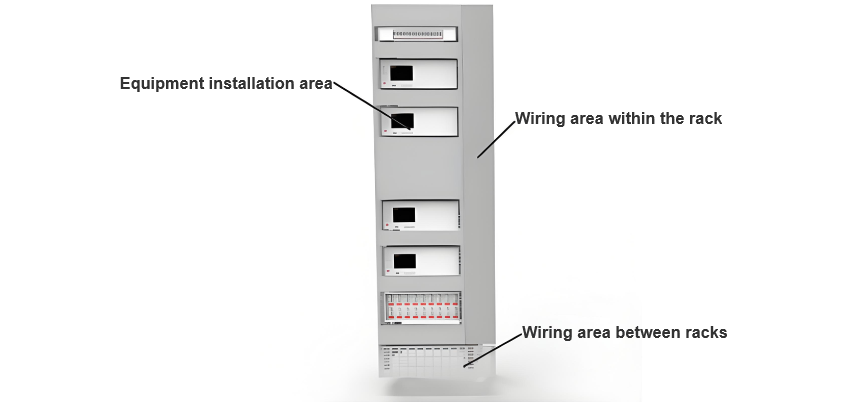
Figure 4 Schéma de la disposition des dispositifs
3. Conception du schéma de pose des câbles
3.1 Routage séparé des câbles optiques et électriques
Les dimensions du rack restent 2260 (hauteur) × 700 (largeur) × 600 (profondeur) mm. Un caniveau de câbles d'environ 40 mm de hauteur est installé sous chaque niveau d'équipement. Les câbles optiques et électriques sont routés séparément, et tous les câbles sont posés de manière classifiée et zonée. Comme illustré aux Figures 5 et 6, les cordons optiques sont disposés du côté gauche du passage, tandis que les câbles électriques sont positionnés du côté droit. Les câbles du même côté sont regroupés et placés ensemble en fonction des positions d'installation des dispositifs.
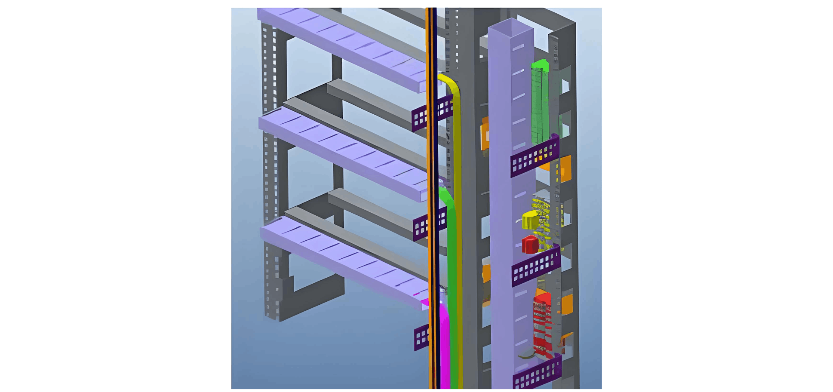
Figure 5 Schéma de la disposition des câbles optiques divisés
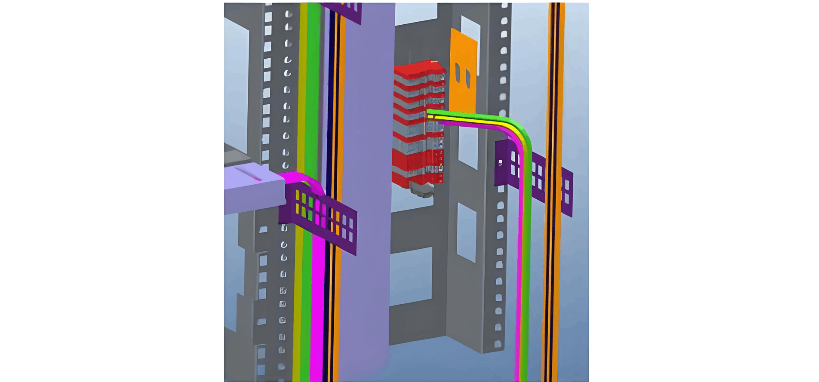
Figure 6 Schéma de la disposition des câbles
3.2 Installation d'un rack de transfert centralisé
Un rack de transfert centralisé pour les câbles optiques préfabriqués, large de 700 mm, est installé à l'intérieur de la cabine. Il est utilisé pour faciliter la connexion entre les câbles optiques préfabriqués et les cordons. Le rack adopte un cadre d'installation de 40U, avec les boîtes de transfert installées à l'intérieur du cadre, laissant suffisamment d'espace pour la disposition des câbles optiques préfabriqués et des cordons à l'avant. Les câbles optiques extérieurs sont convertis en cordons via l'armoire de transfert. Ces cordons sont ensuite transformés en cordons optiques par les cadres de distribution optique dans chaque armoire et connectés à divers dispositifs, achevant ainsi le processus de connexion des câbles optiques. Un entrée/sortie pour le canal de câble, qui est connecté au fossé de câbles de la station, est fourni à l'intérieur de la cabine.
4. Conclusions
La cabine préfabriquée adopte une structure de rack imbriquée hiérarchique. Le cadre est composé de plusieurs unités de rack, permettant la fabrication simultanée et indépendante des armoires imbriquées et du corps de la cabine, ce qui améliore considérablement l'efficacité de la construction.
Les dispositifs à l'intérieur du rack sont zonés fonctionnellement, standardisant la disposition des équipements à l'intérieur de la cabine.
Les câbles optiques et électriques à l'intérieur de la cabine préfabriquée adoptent une méthode de routage par le bas. Le fond de la cabine est organisé en couches, et des boîtes de caniveaux de câbles sont installées sous les panneaux de commutation, réalisant ainsi la séparation des câbles optiques et électriques.










