
Наразі більшість вторинного обладнання в новобудованих інтелектуальних підстанціях розташовується у передвигонах, які знаходяться в зоні комутаційного обладнання. Після виготовлення корпусів передвигонів виробники вторинного обладнання входять до передвигонів для встановлення та налагодження, що призводить до досить складного та громіздкого процесу будівництва. Типова 220 кВ інтелектуальна підстанція зазвичай потребує встановлення двох передвигонів: один для 220 кВ і один для 110 кВ. Обидва передвигони є типу II, з розмірами 6200 мм × 2800 мм × 3300 мм. Передвигон типу II може вмістити 19 комутаційних шаф розміром 800 мм × 600 мм × 2260 мм, що призводить до низької ефективності використання простору всередині передвигону.
Для вирішення видимих проблем у процесі будівництва моделі передвигонів для інтелектуальних підстанцій, ця стаття пропонує використання моделі передвигонів зі стелажною системою. Загальний дизайн передвигону включає оптимізацію конструкції передвигону, розташування обладнання всередині передвигону та прокладку оптичних та електричних кабелів, з метою скорочення термінів будівництва та підвищення ефективності використання простору.
1. Схема ієрархічної вкладеної стелажної системи
У дизайні стелажної системи несучий каркас вторинного обладнання розглядається як невід'ємна частина конструкції корпусу передвигону. У загальному контексті конструкції корпусу передвигону виконується ієрархічний дизайн зверху вниз.
1.1 Вкладена конструкція встановлення
На першому рівні, враховуючи, що корпус передвигону виготовлений з гаряче-прокатного профілюваного заліза та сформований за допомогою цілісного зварювання, безпосереднє встановлення прямокутних пластинчатих вертикальних компонентів всередині передвигону значно вплине на точність встановлення стелажа, що не сприяє реалізації проекту. Тому у цій схемі під час виготовлення передвигону всередині корпусу встановлюється базова рама стелажної системи, як показано на рисунку 1.
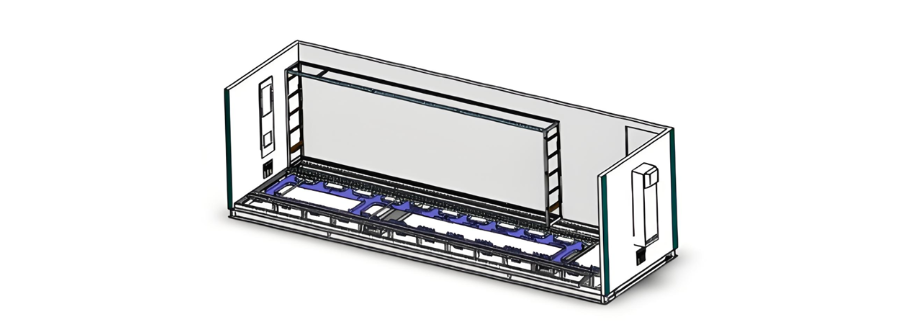
Рисунок 1 Схема встановлення компонентів основи стелажної системи
Ці базові компоненти встановлення виготовляються за допомогою чисельно-контрольних машин (CNC) через обробку листового металу, що дозволяє точно контролювати розміри та забезпечує міцну основу для встановлення стелажних блоків. Враховуючи досить великий розмір базових компонентів встановлення, встановлення каркасу всередині корпусу проводиться одночасно з виготовленням корпусу передвигону.
1.2 Другий рівень вкладеної конструкції встановлення
Як середній рівень для встановлення стелажів, цей компонент встановлення може бути використаний як для ключових функціональних модулів з обох боків. Він також виконує функцію ізоляції обладнання від пожежі.
1.3 Третій рівень вкладеної конструкції встановлення
На стелажному несучому блоку встановлюються пристрої захисту однієї секції, пристрої вимірювання та керування, комутатори, клемні колодки, кнопки тощо. Ці компоненти з’єднуються та налаштовуються як окремий модуль, формуючи автономний функціональний стелажний блок, як показано на рисунку 2.

Рисунок 2 Схема функціонального стелажного блоку
Виробництво, встановлення та налагодження стелажа є паралельними процесами виробництва та встановлення самого корпусу, без впливу на графік будівництва. Це повністю перетворює попередній режим виробництва, де для внутрішнього з’єднання були потрібні комутаційні структури, значно підвищуючи ефективність з’єднання в передвигонах.
Після встановлення всього обладнання, різні пристрої всередині стелажа з’єднуються через верхні та нижні кабельні каналы, що горизонтально проходять через стелаж, забезпечуючи безперервне з’єднання обладнання всередині передвигону. Більше того, кабельні канали всередині стелажа формують сіткоподібну структуру, дозволяючи з’єднувати різні пристрої між стелажами через цю сіткоподібну систему з’єднання.
Після завершення всіх з’єднань та налагодження обладнання всередині стелажа, встановлюються верхня кришка, бічні панелі та передні панелі стелажа, як показано на рисунку 3.
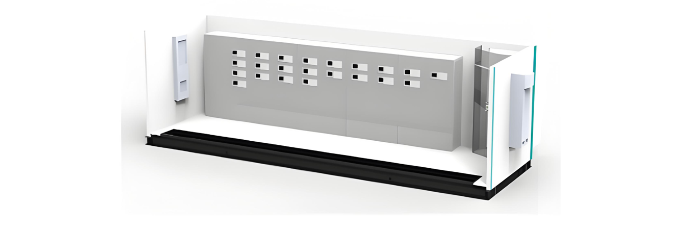
Рисунок 3 Ефектна схема завершеного встановлення стелажа
Обладнання всередині стелажа передвигону розташоване зі зміщенням. Ця стаття використовує приклад захисту та вимірювання та керування лінії 220 кВ для ілюстрації розташування обладнання стелажа 220 кВ.
2. Дизайн стандартизованої схеми розташування обладнання всередині стелажа передвигону
Як показано на рисунку 4, згідно з вимогами конфігурації 220 кВ підстанції в зоні встановлення обладнання, для однієї секції необхідно налаштувати два пристрої захисту, один пристрій вимірювання та керування, дві кнопки та декілька клемніх колодок. Вертикальні кабельні каналы встановлені в зоні з’єднання, а запобіжні замки налаштовані для запобігання неправильних операцій.
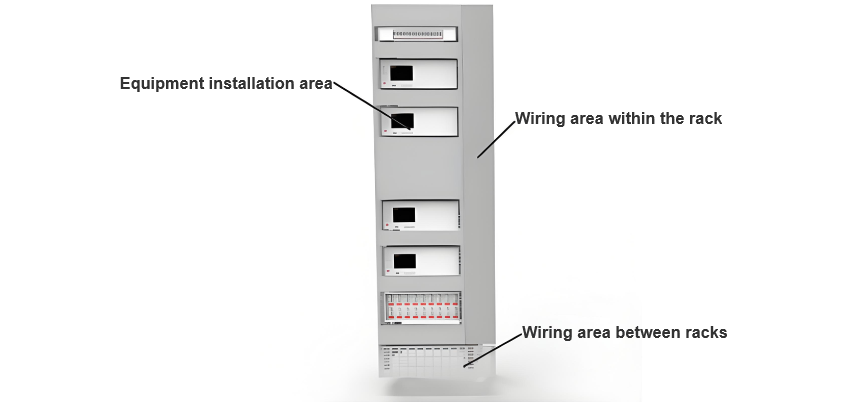
Рисунок 4 Схема розташування пристроїв
3. Дизайн схеми прокладки кабелів
3.1 Роздільне маршрутизація оптичних та електричних кабелів
Розміри стелажа залишаються 2260 (висота) × 700 (ширина) × 600 (глибина) мм. Під кожним рівнем обладнання встановлюється кабельний канал висотою близько 40 мм. Оптичні та електричні кабелі прокладаються окремо, а всі кабелі розташовуються у класифікованих та зонованих розділах. Як показано на рисунках 5 і 6, оптичні стрибки розташовані зліва, а електричні кабелі справа. Кабелі на одній стороні згруповані та розташовані разом відповідно до місць встановлення пристроїв.
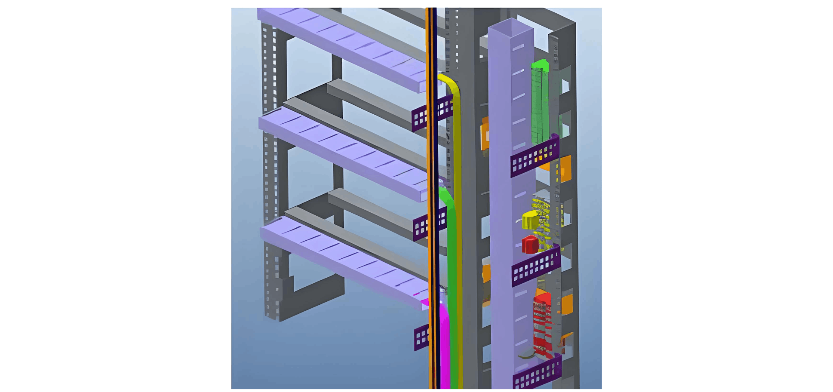
Рисунок 5 Схема розташування оптичних кабелів
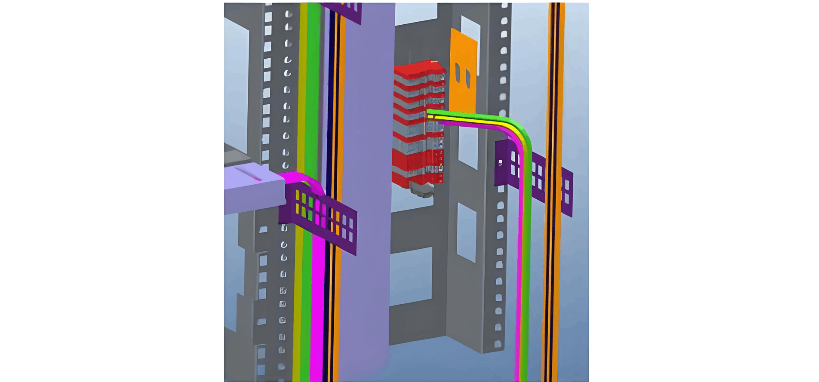
Рисунок 6 Схема розташування кабелів
3.2 Встановлення централізованого перехідного стелажа
Всередині корпусу встановлюється централізований перехідний стелаж для передвигона оптичних кабелів шириною 700 мм. Він використовується для сприяння з’єднанню між готовими оптичними кабелями та патч-кабелями. Стелаж використовує 40U встановчий каркас, з коробками перехідного з’єднання, встановленими всередині каркаса, залишаючи достатній простір для розташування передніх готових оптичних кабелів та патч-кабелів. Зовнішні оптичні кабелі перетворюються на патч-кабелі через перехідний шкаф. Ці патч-кабелі перетворюються на оптичні стрибки через оптичні розподільчі рами в кожному шафі та підключені до різних пристроїв, таким чином завершуючи процес з’єднання оптичних кабелів. Внутрішній канал для вводу/виводу, який з’єднаний з каналом кабелів станції, надається всередині корпусу.
4. Висновки
Передвигон використовує ієрархічну вкладену стелажну систему. Каркас складається з кількох стелажних блоків, що дозволяє одночасне та незалежне виготовлення вкладених шаф та корпусу, що значно підвищує ефективність будівництва.
Пристрої всередині стелажа зоновані за функціональністю, стандартизуючи розташування обладнання всередині корпусу.
Оптичні та електричні кабелі всередині передвигону використовують метод прокладки знизу. Нижня частина корпусу розташована у шари, а під комутаційними шафами встановлені кабельні каналы, що забезпечує розділення оптичних та електричних кабелів.










