
В момента повечето вторични устройства в новоизградените интелигентни електроподстанции са разположени в предварително изработени кабини, намиращи се в зоната на комутационното оборудване. След изработка на телата на кабините производителите на вторични устройства влизат в кабините за монтаж и отстраняване на грешки, което води до доста сложен и неудобен процес на строителството. Типична 220 kV интелигентна подстанция обикновено изисква изграждането на две предварително изработени кабини: една за 220 kV и една за 110 kV. Двете кабини са от тип II, с размери 6200мм×2800мм×3300мм. Кабина от тип II може да побере 19 панели с размери 800мм×600мм×2260мм, което води до ниска степен на използване на пространството в кабината.
За да се справят с явните проблеми в процеса на строителството на модела с предварително изработени кабини за интелигентни подстанции, тази статия предлага прилагането на модел с предварително изработена кабина с рафтер. Общият дизайн на предварително изработената кабина е проведен от гледна точка на оптимизирането на структурата на кабината, разполагането на оборудването в кабината и трасирането на оптическите и електрическите кабели, с цел намаляване на периода на строителството и подобряване на ефективността на използването на пространството.
1. Схема на хиерархично вложена рафтова структура
В дизайна на рафтова структура, носещата конструкция на вторичното оборудване се счита за интегрална част от конструкцията на тялото на предварително изработената кабина. В контекста на общата конструкция на тялото на кабината, се осъществява хиерархичен дизайн отгоре надолу.
1.1 Вложена монтажна структура
На първият етап, като се има предвид, че тялото на предварително изработената кабина е направено от горещо пресечен профил и формирано чрез цялостна сварка, директната инсталация на правоъгълни плочни вертикални компоненти в предварително изработената кабина би имала значително влияние върху точността на монтажа на рафтера, което не е благоприятно за изпълнението на проекта. Затова в тази схема, по време на процеса на изработка на предварително изработената кабина, основна рамка на рафтова структура се инсталира в кабината, както е показано на Фигура 1.
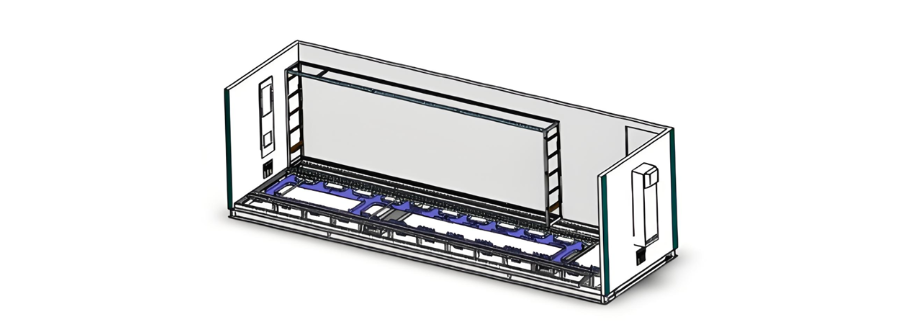
Фигура 1 Схематично изображение на компонентите за инсталация на основата на рафтова структура
Тези основни компоненти за инсталация са произведени чрез CNC машини чрез обработка на метални плочки, позволяваща прецизно контролиране на размерите и предоставяща здрава основа за инсталацията на единици на рафтер. Учитывайки относително големия размер на основните компоненти за инсталация, инсталацията на рамката в кабината се осъществява едновременно с изработката на тялото на предварително изработената кабина.
1.2 Вторият етап на вложената монтажна структура
Като среден етап за инсталация на рафтер, този компонент за инсталация може да бъде споделян от основните функционални модули от двете страни. Той служи също и за целта на огнебоязливост на оборудването.
1.3 Третият етап на вложената монтажна структура
На единицата за носящ рафтер се инсталират устройства за защита на отделен бокс, устройства за измерване и управление, свитчи, терминални блокове, бутони и т.н. Тези компоненти се провеждат и отстраняват грешки като независим модул, формирайки самостоятелна функционална единица на рафтер, както е показано на Фигура 2.

Фигура 2 Схематично изображение на функционалната единица на рафтер
Производството, инсталацията и отстраняването на грешки на рафтера са паралелни процеси на производството и инсталацията на самата кабина, без да се влияе на графиката за строителство. Това напълно преобразува предходния начин на производство, при който конструкции от типа панели изискват провеждане на кабели в кабината, значително подобрявайки ефективността на провеждането на кабели в предварително изработените кабини.
След инсталацията на всичко оборудване, различните устройства в рафтера се свързват чрез горни и долни кабелни каналчета, които преминават хоризонтално през рафтера, позволявайки безпроблемно свързване на оборудването в кабината. Освен това, кабелните каналчета в рафтера формират решетчато-подобна структура, позволяваща свързване на различни устройства между рафтерите чрез тази решетчато-подобна система за провеждане на кабели.
След завършване на всичко провеждане и отстраняване на грешки на оборудването в рафтера, се инсталират горната покривка, странните покривки и предната покривка на рафтера, както е показано на Фигура 3.
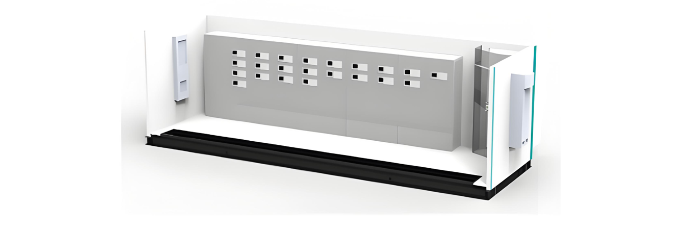
Фигура 3 Изображение на завършената инсталация на рафтера
Оборудването в рафтера на предварително изработената кабина е разположено в офсетно положение. Тази статия взима за пример единица за защита и измерване и управление на 220 kV линия, за да илюстрира разположението на рафтерната структура на оборудването за 220 kV.
2. Дизайн на стандартизирана схема за разположение на оборудването в рафтера на предварително изработената кабина
Както е показано на Фигура 4, според изискванията за конфигурация на 220 kV подстанция в зоната за инсталация на оборудването, за единичен бокс е необходимо да се конфигурират два защитни устройства, едно устройство за измерване и управление, два бутони и няколко терминални блока. В зоната за провеждане на кабели се инсталират вертикални кабелни каналчета и се конфигурират заключвачки, за да се предотвратят случайни операции.
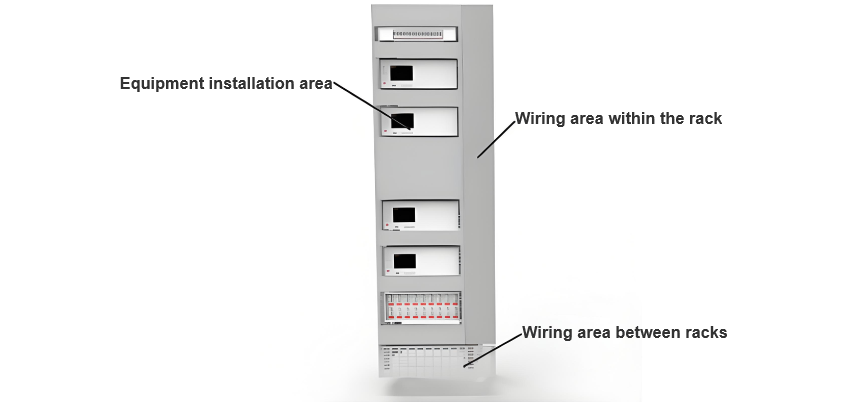
Фигура 4 Схематично изображение на разположението на устройствата
3. Дизайн на схема за провеждане на кабели
3.1 Разделено трасиране на оптически и електрически кабели
Размерите на рафтера остават 2260 (височина) × 700 (ширина) × 600 (дълбочина) мм. Под всяко ниво на оборудване е инсталиран кабелен канал с височина около 40 мм. Оптическите и електрическите кабели се трасират разделено, и всички кабели се провеждат класифицирано и зонално. Както е показано на Фигури 5 и 6, оптическите волокна се разполагат от лявата страна на канала, докато електрическите кабели са разположени от дясната. Кабелите от една и съща страна се свързват и разполагат заедно в зависимост от местата за инсталация на устройствата.
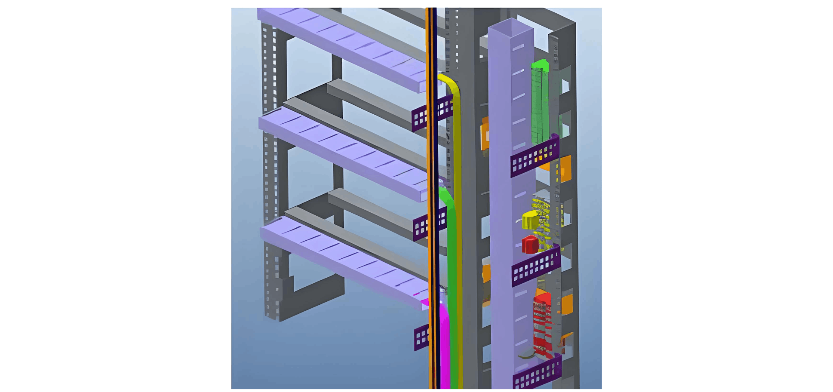
Фигура 5 Схематично изображение на разпределението на оптическите волокна
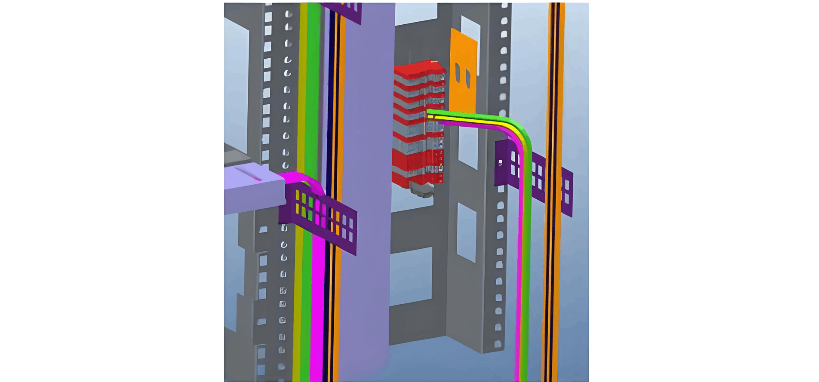
Фигура 6 Схематично изображение на разпределението на кабелите
3.2 Инсталация на централна перфектна рафтерна стойка
Централизирана перфектна рафтерна стойка за предварително изработени оптически кабели с широчина 700 мм е инсталирана в кабината. Тя се използва за облекчаване на връзката между предварително изработените оптически кабели и патч кабели. Рафтерът използва 40U инсталационна рамка, с перфектни кутии, инсталирани в рамката, оставящи достатъчно пространство за разположението на фронталните предварително изработени оптически кабели и патч кабели. Отворените оптически кабели се преобразуват в патч кабели чрез перфектната кутия. Тези патч кабели се преобразуват в оптически волокна чрез оптическите разпределителни рамки във всеки кабинет и се свързват с различни устройства, така завършвайки процеса на свързване на оптическите кабели. В кабината е наличен вход/изход за канал за кабели, свързан с канал за кабели на станцията.
4. Заключения
Предварително изработената кабина използва хиерархична вложена рафтова структура. Рамката е съставена от няколко единици на рафтер, позволяващи вложени кабини и тялото на кабината да бъдат произвеждани едновременно и независимо, което значително подобрява ефективността на строителството.
Устройствата в рафтера са функционално зонирани, стандартизиращи разположението на оборудването в кабината.
Оптическите и електрическите кабели в предварително изработената кабина използват метод на провеждане отдолу. Долната част на кабината е разположена в нива, и кабелни каналчета са инсталирани под панелите, постигайки разделението на оптическите и електрическите кабели.










