
Trenutno, većina sekundarnog opreme u novim inteligentnim prekidničkim postajama smještena je unutar prefabriciranih kabinata koje se nalaze u području prekidnika. Nakon proizvodnje tijela kabine, proizvođači sekundarne opreme uđu u kabine za instalaciju i testiranje, što rezultira prilično složenim i nepraktičnim građevinskim procesom. Tipična inteligentna prekidnička postaja od 220 kV obično zahtijeva postavljanje dvije prefabricirane kabine: jedne za 220 kV i jedne za 110 kV. Obje kabinete su tipa II, s dimenzijama od 6200mm×2800mm×3300mm. Kabina tipa II može smjestiti 19 oplenjaka s dimenzijama od 800mm×600mm×2260mm, što dovodi do niske stopa iskorištavanja prostora unutar kabine.
Da bi se riješile istaknute probleme u građevinskom procesu modela prefabricirane kabine za inteligentne prekidničke postaje, ovaj rad predlaže upotrebu modela prefabricirane kabine sa stojalima. Ukupan dizajn prefabricirane kabine izvršen je s aspekta optimizacije strukture kabine, raspoređivanja opreme unutar kabine i vodove optičkih i električnih kabela, s ciljem smanjenja trajanja izgradnje i povećanja efikasnosti iskorištavanja prostora.
1. Shema hijerarhijske ugnježđene strukture stojala
U dizajnu strukture stojala, nosiva struktura sekundarne opreme smatra se integralnim dijelom strukture tijela prefabricirane kabine. U okviru ukupne kontekstualne strukture tijela kabine, implementiran je top-down hijerarhijski dizajn.
1.1 Ugnježđena montažna struktura
Na prvom sloju, uzimajući u obzir da je tijelo prefabricirane kabine izrađeno od toplougačkog profila i formirano integralnom zavarivanjem, direktna instalacija pravougaonih listastih vertikalnih komponenti unutar prefabricirane kabine imala bi značajan uticaj na preciznost instalacije stojala, što nije povoljno za realizaciju projekta. Stoga, u ovom rešenju, tokom proizvodnje prefabricirane kabine, osnovni okvir strukture stojala instaliran je unutar kabine, kao što je prikazano na Slici 1.
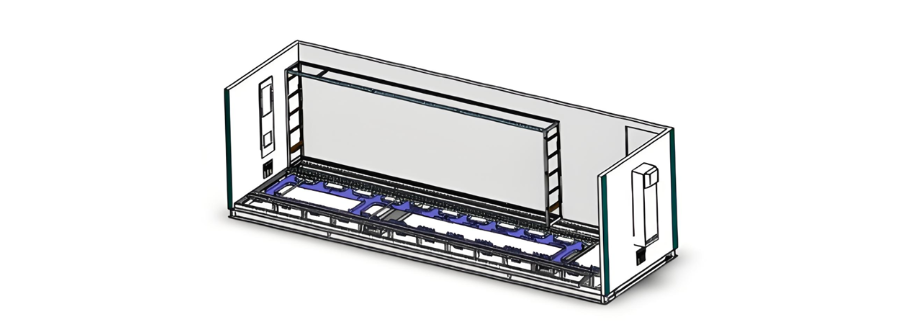
Slika 1 Skica montažnih komponenti za osnovu strukture stojala
Ove osnovne montažne komponente proizvedene su CNC mašinama putem obrade listova, omogućujući preciznu kontrolu dimenzija i pružajući čvrstu osnovu za instalaciju jedinica stojala. Uzimajući u obzir relativno veliku veličinu osnovnih montažnih komponenti, instalacija okvira unutar kabine vrši se istovremeno s proizvodnjom tijela prefabricirane kabine.
1.2 Drugi sloj ugnježđene montažne strukture
Kao srednji sloj za montažu stojala, ova montažna komponenta može se koristiti zajednički od strane ključnih funkcionalnih modula s obje strane. Takođe služi i za vatrogasnu izolaciju opreme.
1.3 Treći sloj ugnježđene montažne strukture
Na jedinici stojala nosećeg elementa instalirane su jedinice zaštite jednog intervala, mjerilne i kontrolne uređaje, prekidače, terminalne blokove, dugmiće itd. Ovi elementi su žičani i testirani kao nezavisni modul, formirajući samostalnu funkcionalnu jedinicu stojala, kao što je prikazano na Slici 2.

Slika 2 Skica funkcionalne jedinice stojala
Proizvodnja, instalacija i testiranje stojala su paralelni procesi proizvodnji i instalaciji same kabine, bez uticaja na termine izgradnje. To potpuno transformiše prethodni način proizvodnje gde su strukture oplenjaka zahtevali unutrašnje žičanje, značajno poboljšavajući efikasnost žičanja u prefabriciranim kabinama.
Nakon instalacije sve opreme, različiti uređaji unutar stojala povezuju se kroz gornje i donje žične rovove koji horizontalno proleže kroz stojalo, omogućavajući neprekidnu interkonveksiju opreme unutar kabine. Takođe, žični rovovi unutar stojala formiraju mrežasti oblik, omogućavajući povezivanje različitih uređaja između stojala preko ovog mrežastog sistema žičanja.
Nakon završetka svih žičanja i testiranja opreme unutar stojala, instaliraju se gornji poklopac, bočni poklopci i prednji poklopci stojala, kao što je prikazano na Slici 3.
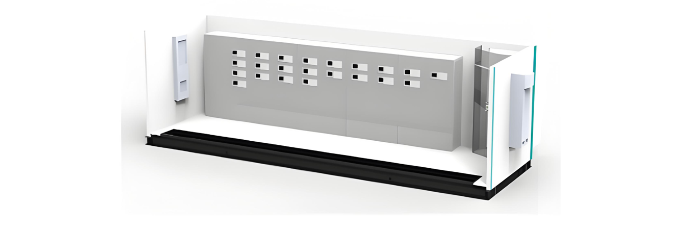
Slika 3 Efekt crteža završene instalacije stojala
Oprema unutar stojala prefabricirane kabine raspoređena je na pomaknut način. Ovaj članak koristi jedinicu zaštite i mjerilne kontrole linije od 220 kV kao primjer rasporeda okvira opreme stojala od 220 kV.
2. Dizajn standardizovanog rešenja za raspored opreme unutar stojala prefabricirane kabine
Kao što je prikazano na Slici 4, prema konfiguracijskim zahtjevima 220 kV prekidničke postaje u području instalacije opreme, za jedan interval potrebno je konfigurirati dva uređaja za zaštitu, jedan mjerilni i kontrolni uređaj, dva dugmeta i nekoliko terminalnih blokova. U području žičanja instalirani su vertikalni žični rovovi, a konfigurisani su zaključni započetci kako bi se spriječile slučajne operacije.
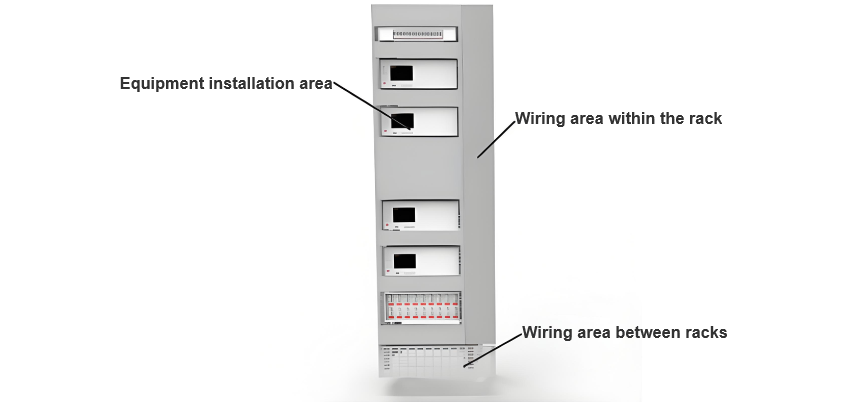
Slika 4 Skica rasporeda uređaja
3. Dizajn sheme za položenje kabela
3.1 Odvojena ruta za optičke i električne kable
Dimenzije stojala ostaju 2260 (visina) × 700 (širina) × 600 (dubina) mm. Pod svakim slojem opreme instaliran je žični rov visine oko 40 mm. Optički i električni kabeli su odvojeno provedeni, a svi kabeli su raspoređeni po kategorijama i zonama. Kao što je prikazano na Slicama 5 i 6, optički splavovi su raspoređeni na lijevoj strani kanala, dok su električni kabeli pozicionirani na desnoj. Kabeli na istoj strani su grupisani i postavljeni zajedno prema lokacijama instalacije uređaja.
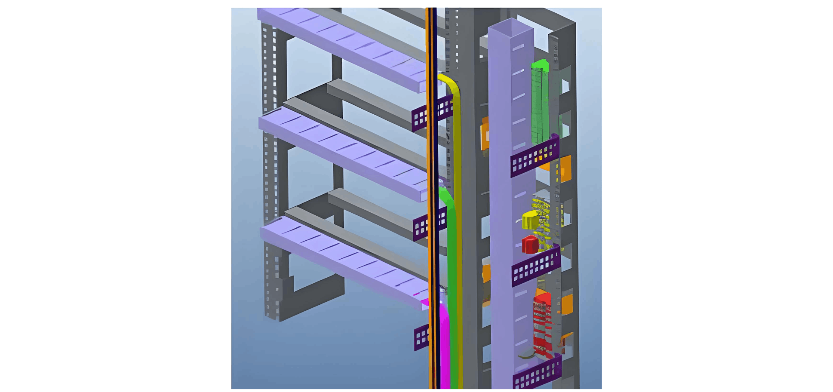
Slika 5 Skica rasporeda optičkih splavova
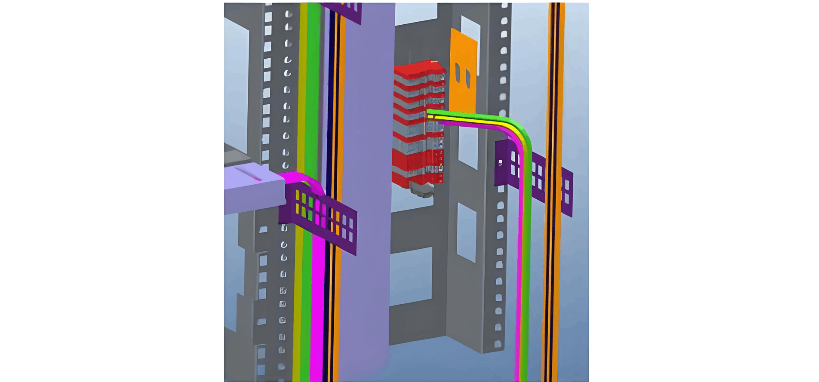
Slika 6 Skica rasporeda kabela
3.2 Instalacija centralnog prenosnog stojala
Unutar kabine instalirano je centralno prenosno stojalo širine 700 mm za prefabricirane optičke kable. Koristi se za olakšavanje povezivanja prefabriciranih optičkih kabela i patch kabela. Stojalo koristi 40U okvir za instalaciju, s prenosnim kutijama instaliranim unutar okvira, ostavljajući dovoljno prostora za raspored prefabriciranih optičkih kabela i patch kabela. Vanjski optički kabeli pretvoreni su u patch kable kroz prenosni ormar. Ovi patch kabeli zatim se pretvaraju u optičke splavove preko optičkih distribucijskih okvira unutar svakog ormara i povezuju se na različite uređaje, time završavajući proces povezivanja optičkih kabela. Unutar kabine osiguran je ulaz/izlaz za kanal kablova, koji je povezan s kanalom kablova stanice.
4. Zaključci
Prefabricirana kabina koristi hijerarhijsku ugnježđenu strukturu stojala. Okvir sastoji se od nekoliko jedinica stojala, omogućavajući istovremenu i nezavisnu proizvodnju ugnježđenih ormara i tijela kabine, što značajno poboljšava efikasnost izgradnje.
Uređaji unutar stojala su funkcionalno zonirani, standardizirajući raspored opreme unutar kabine.
Optički i električni kabeli unutar prefabricirane kabine koriste metodu provođenja odspodu. Dno kabine raspoređeno je slojevito, a ispod oplenjaka instalirane su kutije za žične rovove, ostvarujući odvojeno provođenje optičkih i električnih kabela.










