
Obecnie większość drugiego sprzętu w nowo budowanych inteligentnych stacjach przekształcających jest umieszczana w prefabrykowanych obudowach znajdujących się w obszarze przełączników. Po wyprodukowaniu obudów producenci sprzętu drugiego stopnia wchodzą do obudów w celu montażu i konfiguracji, co prowadzi do stosunkowo skomplikowanego i uciążliwego procesu budowlanego. Typowa inteligentna stacja przekształcająca o napięciu 220 kV zwykle wymaga ustawienia dwóch prefabrykowanych obudów: jednej dla 220 kV i jednej dla 110 kV. Obie obudy są typu II, o wymiarach 6200mm×2800mm×3300mm. Obuda typu II może pomieścić 19 szaf o wymiarach 800mm×600mm×2260mm, co prowadzi do niskiej efektywności wykorzystania przestrzeni w obudowie.
Aby rozwiązać najbardziej dotujące problemy w procesie budowy modelu prefabrykowanej obudowy dla inteligentnych stacji przekształcających, ten artykuł proponuje zastosowanie modelu obudowy typu szafowego. Całkowity projekt obudowy prefabrykowanej jest realizowany pod względem optymalizacji struktury obudowy, rozmieszczenia sprzętu wewnątrz obudowy oraz prowadzenia kabli światłowodowych i elektrycznych, mając na celu zmniejszenie okresu budowy i poprawę efektywności wykorzystania przestrzeni.
1. Schemat hierarchicznej struktury zagnieżdżonych szaf
W projekcie struktury typu szafowego nośna struktura sprzętu drugiego stopnia jest traktowana jako integralna część struktury obudowy prefabrykowanej. W ramach ogólnej struktury obudowy prefabrykowanej jest realizowany projekt hierarchiczny od góry do dołu.
1.1 Struktura zagnieżdżonego montażu
Na pierwszym poziomie, biorąc pod uwagę, że korpus obudowy prefabrykowanej jest wykonany ze spawanej cewki profilowej, bezpośrednie montowanie prostokątnych pionowych elementów wewnątrz obudowy prefabrykowanej miałoby znaczący wpływ na dokładność montażu szafy, co nie sprzyja realizacji projektu. Dlatego w tym schemacie, podczas procesu produkcji obudowy prefabrykowanej, wewnątrz obudowy instalowana jest podstawowa ramka struktury szafy, jak pokazano na Rysunku 1.
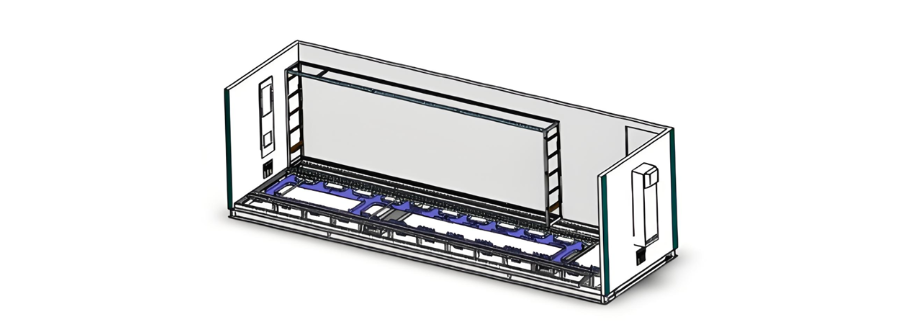
Rysunek 1 Schematyczny rysunek elementów montażowych fundamentu struktury typu szafowego
Te podstawowe elementy montażowe są produkowane przez maszyny CNC poprzez obróbkę blach, co umożliwia precyzyjne kontrolowanie wymiarów i zapewnia solidne podłoże do montażu jednostek szafowych. Z uwagi na stosunkowo duży rozmiar podstawowych elementów montażowych, montaż ramy wewnątrz obudowy odbywa się jednocześnie z produkcją korpusu obudowy prefabrykowanej.
1.2 Drugi poziom struktury zagnieżdżonego montażu
Jako środkowy poziom montażu szaf, ten element montażowy może być współdzielony przez główne moduły funkcjonalne zarówno po lewej, jak i po prawej stronie. Służy również celom izolacji przeciwpożarowej sprzętu.
1.3 Trzeci poziom struktury zagnieżdżonego montażu
Na jednostce nośnej szafy montowane są urządzenia ochronne pojedynczych otworów, urządzenia pomiarowe i sterujące, przełączniki, bloki końcowe, przyciski itp. Te komponenty są przewiązane i skonfigurowane jako niezależny moduł, tworząc samodzielny funkcjonalny moduł szafy, jak pokazano na Rysunku 2.

Rysunek 2 Schematyczny rysunek funkcjonalnego modułu szafy
Produkcja, montaż i konfiguracja szafy są procesami równoległymi do produkcji i montażu samej obudowy, bez wpływu na harmonogramy budowlane. To całkowicie transformuje poprzedni tryb produkcji, gdzie struktury typu szafowego wymagały przewodzenia wewnątrz obudowy, znacznie zwiększając efektywność przewodzenia w obudowach prefabrykowanych.
Po zainstalowaniu całego sprzętu, różne urządzenia wewnątrz szafy są połączone poprzez górne i dolne kable przewodzące, które biegną poziomo przez szafę, umożliwiając bezproblemowe połączenie sprzętu wewnątrz obudowy. Ponadto kable przewodzące wewnątrz szafy tworzą siatkowatą strukturę, umożliwiającą połączenie różnych urządzeń między szafami za pomocą tego siatkowego systemu przewodzenia.
Po ukończeniu wszystkich prac przewodzących i konfiguracyjnych sprzętu wewnątrz szafy, montowane są pokrywy górne, boczne i przednie panele szafy, jak pokazano na Rysunku 3.
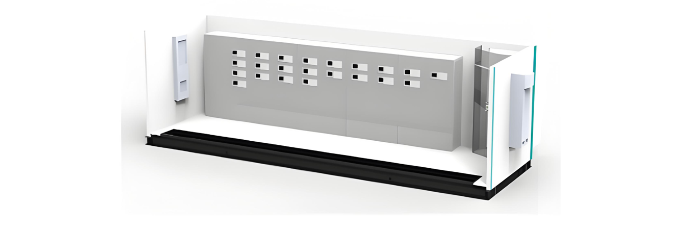
Rysunek 3 Efektowny rysunek zakończonego montażu szafy
Sprzęt wewnątrz szafy obudowy prefabrykowanej jest rozmieszczony w sposób przesunięty. Ten artykuł używa jako przykładu jednostki ochronnej i pomiarowo-sterującej linii 220 kV, aby zilustrować układ ramy sprzętu szafy 220 kV.
2. Projekt standaryzowanego schematu rozmieszczenia sprzętu wewnątrz szafy obudowy prefabrykowanej
Jak pokazano na Rysunku 4, zgodnie z wymaganiami konfiguracyjnymi stacji 220 kV w obszarze montażu sprzętu, dla pojedynczego otworu konieczne jest skonfigurowanie dwóch urządzeń ochronnych, jednego urządzenia pomiarowego i sterującego, dwóch przycisków i kilku bloków końcowych. W obszarze przewodzenia montowane są pionowe kable przewodzące, a zamki zabezpieczające są konfigurowane, aby zapobiec przypadkowym operacjom.
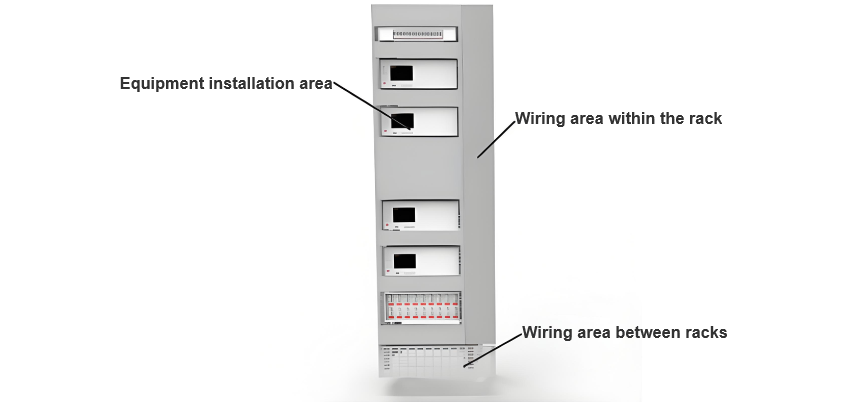
Rysunek 4 Schematyczny rysunek układu urządzeń
3. Projekt schematu położenia kabli
3.1 Oddzielne przewodzenie kabli światłowodowych i elektrycznych
Wymiary szafy pozostają takie same: 2260 (wysokość) × 700 (szerokość) × 600 (głębokość) mm. Poniżej każdego poziomu sprzętu montowany jest kabel przewodzący o wysokości około 40 mm. Kabele światłowodowe i elektryczne są przewodzone oddzielnie, a wszystkie kab










