
حاليًا، يتم وضع معظم المعدات الثانوية في محطات التحويل الذكية الجديدة داخل مقصورات مصنعة مسبقًا تقع في منطقة المفاتيح. بعد تصنيع أجسام المقصورات، يقوم مصنعو المعدات الثانوية بدخول المقصورات لتثبيت وإعداد المعدات، مما يؤدي إلى عملية بناء معقدة وثقيلة. عادة ما يتطلب محطة تحويل ذكية نموذجية بجهد 220 كيلوفولت إعداد مقصورتين مصنعتين مسبقًا: واحدة لجهد 220 كيلوفولت وأخرى لجهد 110 كيلوفولت. وكلا المقصورتين من نوع الثاني، وبأبعاد 6200 مم × 2800 مم × 3300 مم. يمكن لمقصورة من النوع الثاني أن تستوعب 19 لوحة تشغيل بأبعاد 800 مم × 600 مم × 2260 مم، مما يؤدي إلى معدل استخدام للمساحة منخفض داخل المقصورة.
لحل المشكلات البارزة في عملية بناء نموذج المقصورة المصنعة مسبقًا لمحطات التحويل الذكية، تقترح هذه الورقة اعتماد نموذج مقصورة مصنعة مسبقًا من نوع الرف. يتم تنفيذ التصميم الكلي للمقصورة من جوانب مثل تحسين هيكل المقصورة، وترتيب المعدات داخل المقصورة، وتوجيه الكابلات الضوئية والكهربائية، بهدف تقليل فترة البناء وتحسين كفاءة استخدام المساحة.
1. خطة الهيكل المتداخل ذو الطبقات
في تصميم الهيكل من نوع الرف، يتم اعتبار هيكل الدعم للمعدات الثانوية كجزء لا يتجزأ من هيكل جسم المقصورة المصنعة مسبقًا. ضمن السياق العام لهيكل جسم المقصورة، يتم تنفيذ تصميم متدرج من الأعلى إلى الأسفل.
1.1 هيكل التثبيت المتداخل
في الطبقة الأولى، بالنظر إلى أن جسم المقصورة المصنعة مسبقًا مصنوع من الفولاذ المقطع الساخن ويتم تشكيله بواسطة اللحام الكامل، فإن تثبيت المكونات العمودية المستطيلة الشكل مباشرة داخل المقصورة المصنعة مسبقًا سيكون له تأثير كبير على دقة التثبيت للرف، مما يكون غير مفيد لتنفيذ المشروع. لذلك، في هذا الحل، خلال عملية تصنيع المقصورة المصنعة مسبقًا، يتم تثبيت إطار أساسي لهيكل الرف داخل المقصورة، كما هو موضح في الشكل 1.
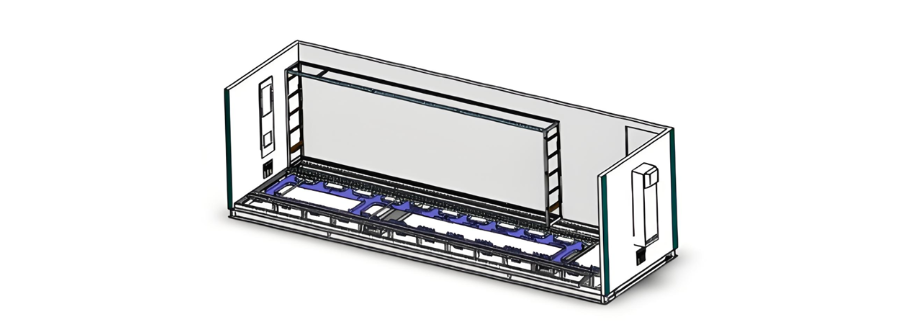
الشكل 1 مخطط توضيحي للمكونات المثبتة لأساس الهيكل من نوع الرف
تتم صناعة هذه المكونات الأساسية للتثبيت بواسطة آلات CNC من خلال معالجة الصفائح المعدنية، مما يسمح بالتحكم الدقيق في الأبعاد وتوفير أساس متين لتثبيت وحدات الرف. نظرًا لحجم المكونات الأساسية النسبي الكبير، يتم تنفيذ تثبيت الإطار داخل المقصورة بالتوازي مع تصنيع جسم المقصورة المصنعة مسبقًا.
1.2 الطبقة الثانية من هيكل التثبيت المتداخل
كطبقة وسيطة لتثبيت الرف، يمكن مشاركة هذا المكون التثبيت بين الوحدات الوظيفية الأساسية على الجانبين الأيسر والأيمن. كما أنه يلعب دور العزل ضد الحرائق للمعدات.
1.3 الطبقة الثالثة من هيكل التثبيت المتداخل
على وحدة تحمل الرف، يتم تثبيت أجهزة الحماية للأقسام الفردية، وأجهزة القياس والتحكم، والمفاتيح، والأزرار، وما إلى ذلك. يتم توصيل هذه المكونات واختبارها كوحدة مستقلة، مما يشكل وحدة وظيفية ذاتية للرف، كما هو موضح في الشكل 2.

الشكل 2 مخطط توضيحي لوحدة وظيفية للرف
إنتاج وتثبيت واختبار الرف هم عمليات موازية لإنتاج وتثبيت المقصورة نفسها، دون التأثير على جداول العمل الخاصة بكل منها. هذا يحول بشكل كامل طريقة الإنتاج السابقة حيث كانت الهياكل من نوع اللوحة تتطلب التوصيل داخل المقصورة، مما يعزز بشكل كبير كفاءة التوصيل في المقصورات المصنعة مسبقًا.
بعد تثبيت جميع المعدات، يتم ربط الأجهزة المختلفة داخل الرف عبر القنوات السلكية العلوية والسفلية التي تمر أفقيًا عبر الرف، مما يتيح الربط السلس للمعدات داخل المقصورة. بالإضافة إلى ذلك، تشكل القنوات السلكية داخل الرف شبكة مشبكة، مما يسمح بتوصيل الأجهزة المختلفة بين الرفوف عبر نظام التوصيل الشبكي هذا.
بعد الانتهاء من جميع التوصيل واختبار المعدات داخل الرف، يتم تثبيت الغطاء العلوي وألواح الغطاء الجانبية والألواح الأمامية للرف، كما هو موضح في الشكل 3.
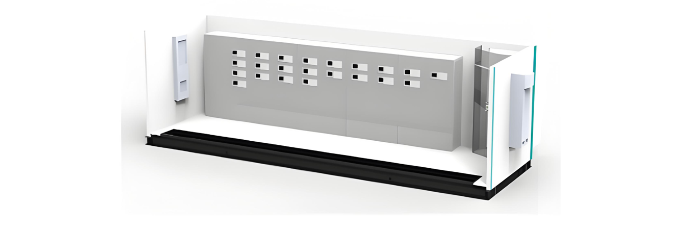
الشكل 3 رسم توضيحي للتركيب النهائي للرف
تم ترتيب المعدات داخل الرف في المقصورة المصنعة مسبقًا بطريقة متعامدة. يستخدم هذا المقال وحدة حماية وقياس وتحكم لخط 220 كيلوفولت كمثال لتوضيح تخطيط هيكل معدات الرف لجهد 220 كيلوفولت.
2. تصميم الخطة الموحدة لتوزيع المعدات داخل الرف في المقصورة المصنعة مسبقًا
كما هو موضح في الشكل 4، وفقًا لمتطلبات التكوين لمعدات محطة التحويل بجهد 220 كيلوفولت في منطقة تثبيت المعدات، يجب تجهيز قسم واحد بمعدات حمايتين، ومعدة قياس وتحكم واحدة، ومفتاحين، والعديد من المحطات النهائية. يتم تثبيت قنوات سلكية عمودية في منطقة التوصيل، ويتم تجهيز أقفال لتقليل الخطأ البشري.
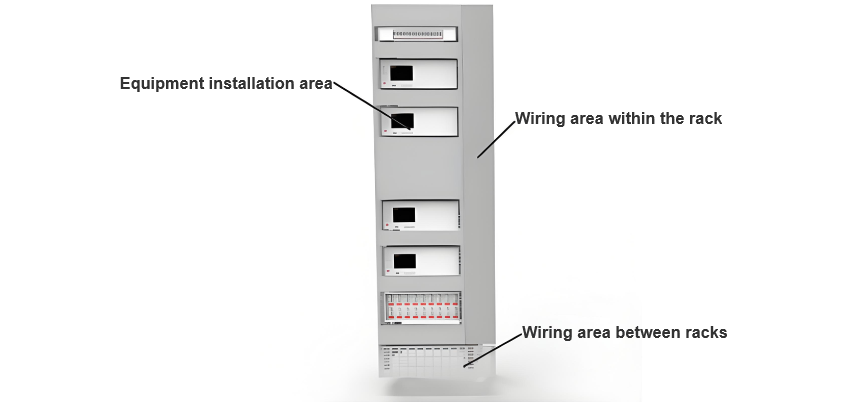
الشكل 4 مخطط توضيحي لتوزيع الأجهزة
3. تصميم خطة توزيع الكابلات
3.1 توجيه الكابلات الضوئية والكهربائية بشكل منفصل
تظل أبعاد الرف 2260 (ارتفاع) × 700 (عرض) × 600 (عمق) مم. يتم تثبيت قناة سلكية بارتفاع حوالي 40 مم تحت كل طبقة من المعدات. يتم توجيه الكابلات الضوئية والكهربائية بشكل منفصل، وتتم توزيع جميع الكابلات بشكل مصنف ومنطقة. كما هو موضح في الشكلين 5 و 6، يتم ترتيب كابلات الألياف الضوئية على الجانب الأيسر من القناة، بينما يتم وضع الكابلات الكهربائية على الجانب الأيمن. يتم تجميع الكابلات الموجودة على نفس الجانب ووضعها معًا وفقًا لمواقع تثبيت الأجهزة.
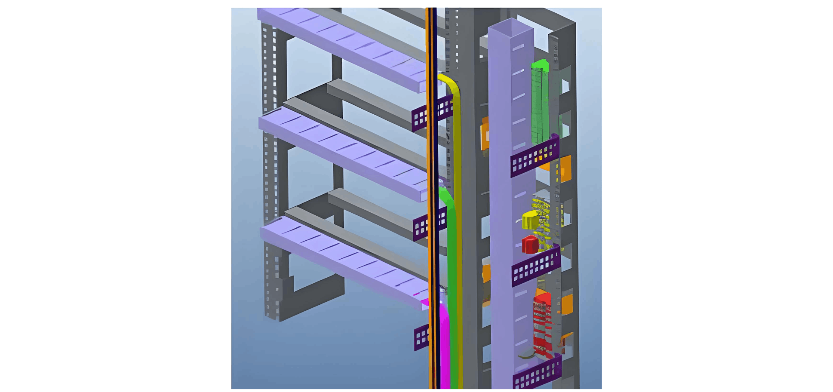
الشكل 5 مخطط توضيحي لتوزيع الكابلات الضوئية
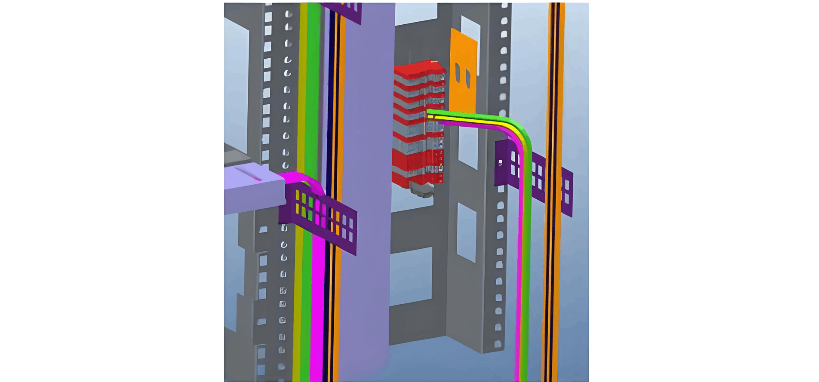
الشكل 6 مخطط توضيحي لتوزيع الكابلات
3.2 تثبيت رف نقل مركزى
يتم تثبيت رف نقل مركزى للكابلات الضوئية المصنعة مسبقًا بعرض 700 مم داخل المقصورة. يتم استخدامه لتسهيل الاتصال بين الكابلات الضوئية المصنعة مسبقًا وكابلات الربط. يعتمد الرف على إطار تثبيت 40U، مع تركيب الصناديق الناقلة داخل الإطار، مما يترك مساحة كافية لتوزيع الكابلات الضوئية المصنعة مسبقًا وكابلات الربط. يتم تحويل الكابلات الضوئية الخارجية إلى كابلات ربط من خلال خزانة النقل. يتم تحويل هذه الكابلات الربط إلى قفزات ضوئية عبر الأطر الضوئية التوزيعية داخل كل خزانة والتوصيل بأجهزة مختلفة، مما يكمل عملية توصيل الكابلات الضوئية. يتم توفير فتحة دخول/خروج لقناة الكابلات متصلة بخندق الكابلات للمحطة داخل المقصورة.
4. الاستنتاجات
تستخدم المقصورة المصنعة مسبقًا هيكل رف متداخل ذو طبقات. يتكون الإطار من عدة وحدات رف، مما يسمح بتصنيع المقصورات المتداخلة وجسم المقصورة بشكل مستقل وفي نفس الوقت، مما يحسن بشكل كبير كفاءة البناء.
تتم توزيع الأجهزة داخل الرف بشكل مناطقي وظيفي، مما يوحّد ترتيب المعدات داخل المقصورة.
تستخدم الكابلات الضوئية والكهربائية داخل المقصورة المصنعة مسبقًا طريقة توجيه من الأسفل. يتم ترتيب الجزء السفلي من المقصورة بشكل طبقات، ويتم تثبيت صناديق قنوات السلك تحت اللوحات التشغيلية، مما يحقق الفصل بين الكابلات الضوئية والكهربائية.










