
För närvarande placeras de flesta sekundära utrustningar i nyligen byggda intelligenta ombordstigningsstationer inuti förfabrikerade kabiner som ligger i brytarens område. Efter att kabinerna har tillverkats går sekundära utrustningsleverantörer in i kabinerna för installation och felsökning, vilket leder till en ganska komplex och besvärlig konstruktionsprocess. En typisk 220 kV intelligent ombordstigningsstation kräver normalt uppsättning av två förfabrikerade kabiner: en för 220 kV och en för 110 kV. Båda kabinerna är av Typ II, med dimensioner på 6200mm×2800mm×3300mm. En Typ II kabin kan rymma 19 brytarskåp med dimensioner på 800mm×600mm×2260mm, vilket leder till en låg utnyttjandegrad inuti kabinen.
För att lösa de framträdande problemen i konstruktionsprocessen för den förfabrikerade kabinmodellen för intelligenta ombordstigningsstationer föreslår denna artikel antagandet av en rack-typ förfabrikerad kabinmodell. Den övergripande designen av den förfabrikerade kabinen genomförs från aspekter som optimering av kabinstrukturen, placering av utrustning inuti kabinen och ledning av optiska och elektriska kabler, med målet att minska byggtiden och öka effektiviteten i utnyttjandet av utrymme.
1. Hierarkisk nästd satt rakstruktur
I designen av rakstrukturen betraktas lastbärande struktur för sekundära utrustningar som en integrerad del av den förfabrikerade kabinkroppens struktur. Under det övergripande sammanhanget av kabinkroppens struktur implementeras en top-down hierarkisk design.
1.1 Nästd satt installationsstruktur
På det första lagret, eftersom den förfabrikerade kabinkroppen är gjord av varmtväljda stålrör och formad genom helhetslödning, skulle direktinstallation av rektangulära plattformsliga vertikala komponenter inuti den förfabrikerade kabinen ha en betydande inverkan på rakens installationsprecision, vilket inte är gynnsamt för projektets genomförande. Därför installeras i denna plan under tillverkningsprocessen av den förfabrikerade kabinen en grundläggande ram för rakstrukturen inuti kabinen, som visas i Figur 1.
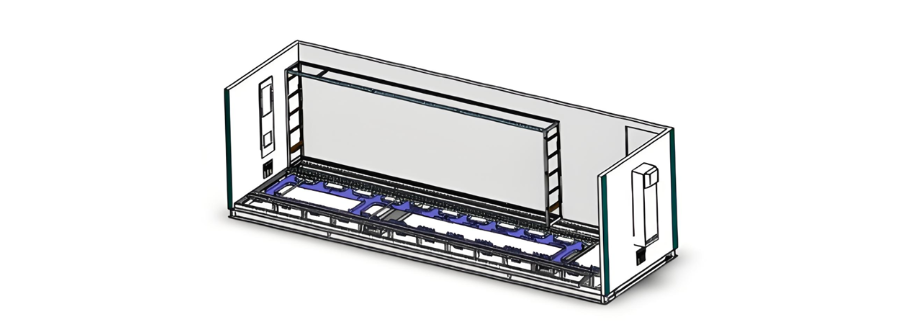
Figur 1 Schematisk bild av installationskomponenter för rakmonterad strukturgrund
Dessa grundläggande installationskomponenter tillverkas av CNC-maskiner genom plåtbehandling, vilket möjliggör exakt kontroll av dimensioner och ger en solid grundval för installation av rakenheter. Givet de relativt stora storlekarna på de grundläggande installationskomponenterna utförs installationen av ramen inuti kabinen samtidigt med tillverkningen av den förfabrikerade kabinkroppen.
1.2 Andra lagret av nästd satt installationsstruktur
Som mellanlag för rakinstallation kan denna installationskomponent delas av kärnfunktionsmoduler på både vänster- och högersidan. Den fungerar också som brandisolering för utrustning.
1.3 Tredje lagret av nästd satt installationsstruktur
På rakbäraren installeras enskilda skyddsutrustningar, mät- och styrutrustningar, växlar, terminalblock, knappar, etc. Dessa komponenter kablas och felsöks som en oberoende modul, vilket bildar en självständig rakfunktionsenhet, som illustreras i Figur 2.

Figur 2 Schematisk bild av rakfunktionsenheten
Produktion, installation och felsökning av rak är parallella processer till produktion och installation av kabinen själv, utan att påverka varandras byggtider. Detta förändrar helt den tidigare produktionsmetoden där skåptypiska strukturer krävde kablage inuti kabinen, vilket signifikant förbättrar kablings effektivitet i förfabrikerade kabiner.
När all utrustning är installerad kopplas olika enheter inuti raken genom horisontellt igenomgående kabelfodral över och under raken, vilket möjliggör sömlös interkoppling av utrustning inuti kabinen. Dessutom bildar kabelfodralen inuti raken ett rutnätliknande struktur, vilket möjliggör koppling av olika enheter mellan raker via detta rutnätsliknande kablingsystem.
När all kabling och felsökning av utrustning inuti raken är slutförd installeras tak, sidopaneler och frontpaneler på raken, som visas i Figur 3.
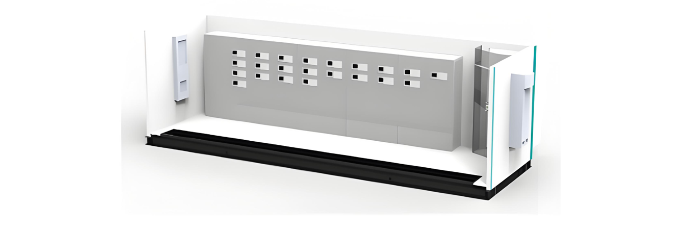
Figur 3 Effektbild av slutförd rakinstallation
Utrustningen inuti raken i den förfabrikerade kabinen är ordnad i ett offset. Denna artikel tar en 220 kV linjeskydd och mät- och styr-enhet som exempel för att illustrera layouten av 220 kV rakutrustningsramen.
2. Design av standardiserad plan för utrustningslayout inuti raken i den förfabrikerade kabinen
Enligt figur 4, enligt konfigurationskraven för en 220 kV ombordstigningsstation i utrustningsinstallationsområdet, krävs det för en enda bay att konfigurera två skyddsenheter, en mät- och styr-enhet, två knappar och flera terminalblock. Vertikala kabelfodral är installerade i kablingsområdet, och låsande klackar är konfigurerade för att förhindra oavsiktliga operationer.
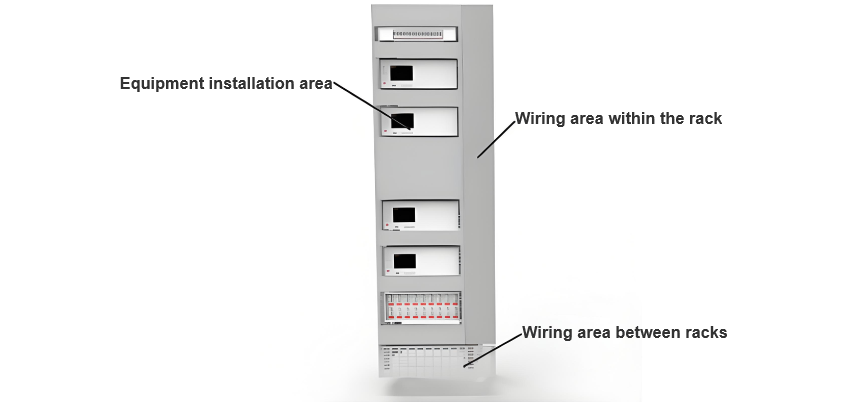
Figur 4 Schematisk bild av enhetslayout
3. Design av kablingsplan
3.1 Separat ledning av optiska och elektriska kabler
Dimensionerna på raken är fortfarande 2260 (höjd) × 700 (bredd) × 600 (djup) mm. Ett kabelfodral med en höjd på cirka 40 mm är installerat under varje lager av utrustning. Optiska och elektriska kabler ledas separat, och alla kabler läggs ut på ett klassificerat och zonerat sätt. Som visas i figur 5 och 6, arrangeras fiberkopplingsledningar på vänstersidan av kanalen, medan elektriska kabler placeras på högersidan. Kabler på samma sida bundlas och placeras tillsammans enligt utrustningarnas installationspositioner.
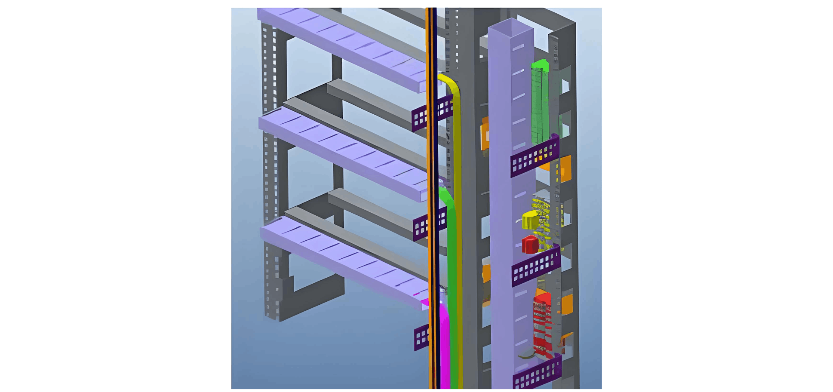
Figur 5 Schematisk bild av optisk kablingslayout
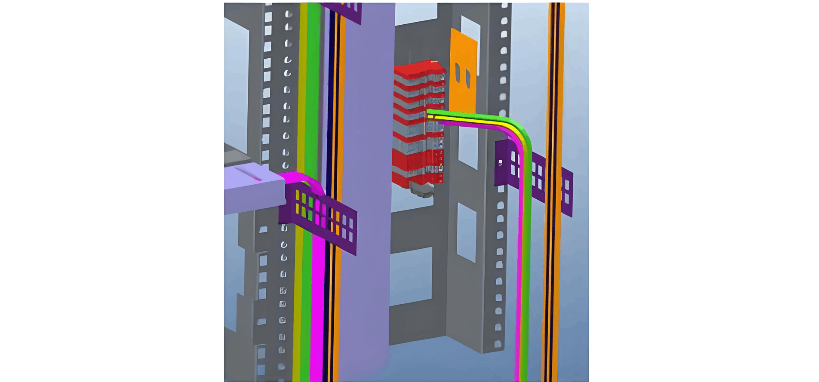
Figur 6 Schematisk bild av kablingslayout
3.2 Installation av en centraliserad överföringsrack
En centraliserad överföringsrack för förfabrikerade optiska kabler, 700 mm bred, är installerad inuti kabinen. Den används för att underlätta anslutningen mellan förfabrikerade optiska kabler och patchkabler. Raken använder en 40U-installationsram, med överföringslådor installerade inuti ramen, vilket lämnar tillräckligt med utrymme för layout av front-end förfabrikerade optiska kabler och patchkabler. Utomhusoptiska kabler omvandlas till patchkabler genom överföringskabinen. Dessa patchkabler omvandlas sedan till fiberkopplingsledningar via optiska distributionsramar inuti varje kabinet och ansluts till olika enheter, vilket slutför optiska kablingsprocessen. En ingång/utgång för kabellådan, som är ansluten till stationens kabellucka, finns inuti kabinen.
4. Slutsatser
Den förfabrikerade kabinen använder en hierarkisk nästd satt rakstruktur. Ramen består av flera rakenheter, vilket möjliggör att nästd satta kabiner och kabinkroppen tillverkas samtidigt och oberoende, vilket signifikant förbättrar byggeffektiviteten.
Enheter inuti raken är funktionellt zoniserade, vilket standardiserar utrustningslayouten inuti kabinen.
Optiska och elektriska kabler inuti den förfabrikerade kabinen använder en nedre ledningsmetod. Botten av kabinen är ordnad i lager, och kabelfodralboxar är installerade under skåpen, vilket uppnår separation av optiska och elektriska kabler.










