
Hazirda, yangi qurilayotgan aqlli transformator zollarining ko'pligi shunchaki montaj maydonidagi prefabricatlangan kabinlarda joylashtiriladi. Kabin jismlari ishlab chiqilgandan so'ng, ikkinchi darajadagi jihozlar ishlab chiqaruvchilari kabinlarga kirib o'rnatish va sinovdan o'tkazishni boshlaydi, bu juda murakkab va qiyin qurilish jarayonini hosil qiladi. Odatiy 220 kV aqlli transformator zollari uchun ikki prefabricatlangan kabin (bir 220 kV uchun, bir 110 kV uchun) talab qilinadi. Ikki kabin ham II turdagi, o'lchamlari 6200mm×2800mm×3300mm bo'lgan. II turdagi kabin 19 ta switchboardni (o'lchamlari 800mm×600mm×2260mm) joylashtirishga imkon beradi, bu esa kabin ichidagi joy foydalanishni past qiladi.
Aqlli transformator zollarining prefabricatlangan kabin modeli qurilish jarayonida muhim masalalarni hal qilish uchun, bu maqola rack-turli prefabricatlangan kabin modelini qabul qilishni taklif etadi. Prefabricatlangan kabinning umumiy dizayni, kabin strukturasini optimallashtirish, kabin ichidagi jihozlarni joylashtirish va optik va elektrik kablarni yo'naltirish aspektlaridan amalga oshiriladi, bu esa qurilish muddatini kamaytirish va joy foydalanish samaradorligini oshirishga qaratilgan.
1. Bosqichli yig'ilgan rack strukturasi rejasining shakli
Rack-turli strukturani dizayn qilishda, ikkinchi darajadagi jihozlar yuk tashish strukturasini prefabricatlangan kabin jismi strukturasi bilan butun hisoblanadi. Kabin jismi strukturasi umumiy kontekstda, tepadan pastga qarab bosqichli dizayn amalga oshiriladi.
1.1 Yig'ilgan o'rnatish strukturasining birinchi qatrosi
Birinchi qatorda, prefabricatlangan kabin jismi issiq tebranish stali bilan va butun lavozimda yog'ish orqali ishlab chiqilgan ekanligiga ko'ra, prefabricatlangan kabin ichiga to'g'ri tortma qabiylar o'rnatilsa, bu rack o'rnatish aniqligiga katta ta'sir qiladi, bu esa loyihani amalga oshirishga qarama-qarshi. Shuning uchun, ushbu rejada, prefabricatlangan kabin ishlab chiqarish jarayonida, kabin ichiga rack strukturasi asosiy kerexasi o'rnatiladi, rasmda ko'rsatilgandek.
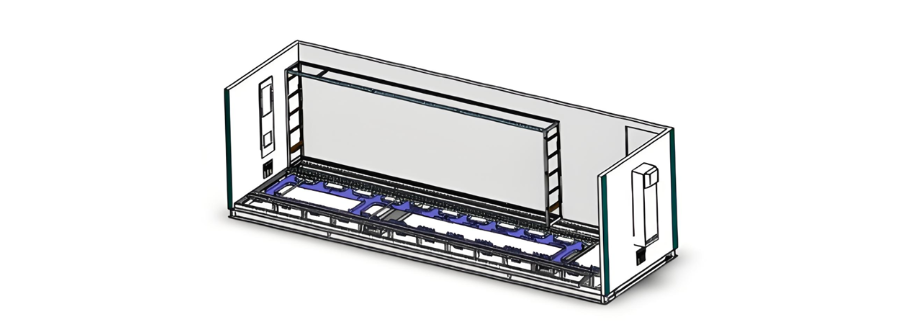
Rasm 1 Rack montaj kerexasi o'rnatish komponentlari skemasi
Bu asosiy o'rnatish komponentlari CNC mashinalar orqali metal levzalar ishlab chiqariladi, bu esa o'lchamlarni aniq nazorat qilish va rack birliglari o'rnatish uchun munosabatli asosni ta'minlaydi. Asosiy o'rnatish komponentlarning o'lchamlari juda katta bo'lganligi sababli, kerexa kabin ichiga o'rnatilishi prefabricatlangan kabin jismi ishlab chiqarilish bilan parallel amalga oshiriladi.
1.2 Yig'ilgan o'rnatish strukturasi ikkinchi qatrosi
Rack o'rnatishning o'rtacha qatrosi sifatida, bu o'rnatish komponenti chap va o'ng tomondagi asosiy funktsional modullar tomonidan ulash saqlanadi. Bu ham jihozlar uchun olov ajratish vazifasini bajaradi.
1.3 Yig'ilgan o'rnatish strukturasi uchinchi qatrosi
Rack yuk tashuv birligidan, doira himoya qurilmalari, o'lchov-boshqaruv qurilmalari, kluchlar, terminal bloklari, tugmalar va boshqalar o'rnatiladi. Bu komponentlar mustaqil modul sifatida o'ralashi va sinovdan o'tkazilishi mumkin, bu esa mustaqil rack funktsional birligini tashkil etadi, Rasm 2-da tasvirlanganidek.

Rasm 2 Rack funktsional birligining skemasi
Rack ishlab chiqarish, o'rnatish va sinovdan o'tkazish jarayoni kabin o'z-o'zidan ishlab chiqarilishi va o'rnatilishi bilan paralleldir, bu esa har birining qurilish grafiklariga ta'sir qilmaydi. Bu, oldingi panel tuzilishlari kabin ichida o'ralish talab qiladigan ishlab chiqarish usulini butunlay o'zgartiradi, prefabricatlangan kabinlarda o'ralish samaradorligini oshiradi.
Barcha jihozlar o'rnatilgandan keyin, rack ichidagi turli qurilmalar rack ustida va pastida gorizontal o'tkazilayotgan kabel kanallari orqali bog'lanadi, bu esa kabin ichidagi jihozlarning beqaror bog'lanishini ta'minlaydi. Rack ichidagi kabel kanallari setka sifatida tashkil topadi, bu esa racklar orasidagi turli qurilmalarni ushbu setka sifatidagi kabel tizimi orqali bog'lash imkonini beradi.
Rack ichidagi barcha jihozlar o'ralishi va sinovdan o'tkazilishi yakunlandikdan keyin, rack ustki qopqochi, yan qopqochlari va oldi qopqochlari o'rnatiladi, Rasm 3-da tasvirlanganidek.
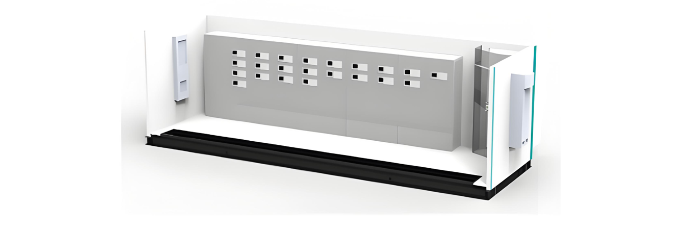
Rasm 3 Rack o'rnatish yakunlangan holatining efekt rasmi
Prefabricatlangan kabin ichidagi rackdagi jihozlar qadam-qadam joylashtiriladi. Bu maqola 220 kV chiziqli himoya va o'lchov-boshqaruv birligini misol sifatida ko'rib chiqadi, 220 kV rack jihozlarining strukturasi tashkil etilishini tushuntiradi.
2. Prefabricatlangan kabin ichidagi rackdagi jihozlarni joylashtirish standart rejasining dizayni
Rasm 4-da ko'rsatilgandek, 220 kV transformator zollari jihozlarini o'rnatish hududidagi konfiguratsiya talablari asosida, bitta bay uchun ikkita himoya qurilmalari, bitta o'lchov-boshqaruv qurilmasi, ikkita tugma va bir nechta terminal bloklari konfiguratsiya qilish kerak. O'ralish hududida vertikal kabel kanallari o'rnatiladi, va xato operatsiyalardan himoya qilish uchun lok qutilar konfiguratsiya qilinadi.
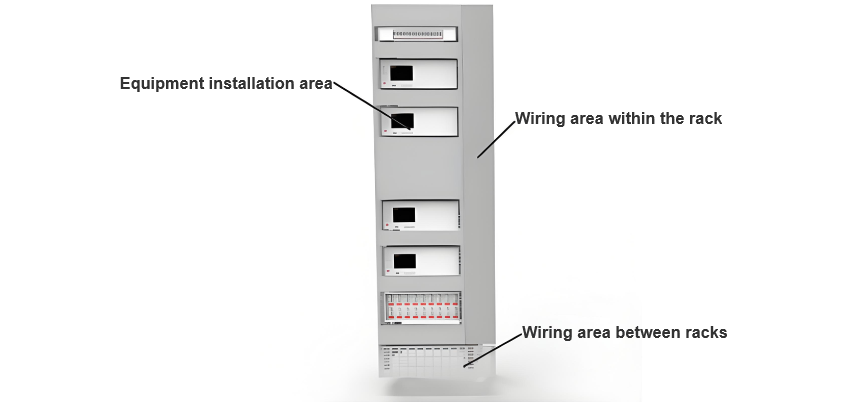
Rasm 4 Qurilmaning joylashtirish skemasi
3. Kabel joylashtirish rejasining dizayni
3.1 Optik va elektrik kablarni alohida yo'naltirish
Rack o'lchamlari 2260 (balandlik) × 700 (en) × 600 (bo'yi) mm qilib qoldiriladi. Har bir qurilma qatrosi ostida 40 mm balandlikdagi kabel kanal o'rnatiladi. Optik va elektrik kablarni alohida yo'naltirish orqali, barcha kablarni klassifikatsiya va zonal tarzda joylashtirish amalga oshiriladi. Rasmda 5 va 6- da tasvirlanganidek, optik kabel saralaydigan luchoklar kanalning chap tomonida, elektrik kablari esa o'ng tomonida joylashtiriladi. O'ngacha tomonlardagi kablarning o'ralishi va joylashtirilishi qurilmalar o'rnatilish joylariga qarab amalga oshiriladi.
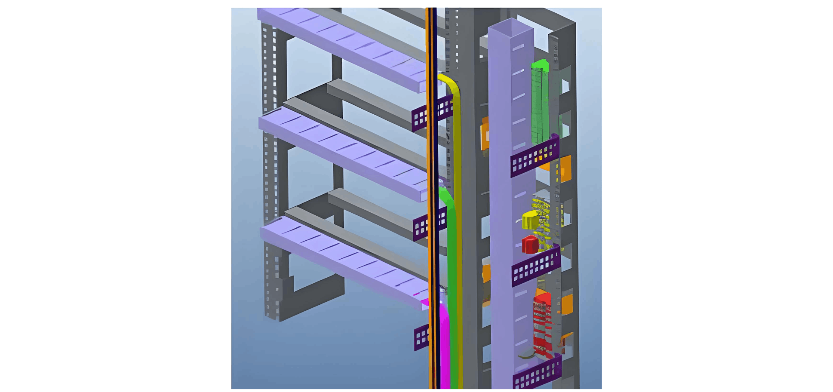
Rasm 5 Optik kabel saralaydigan luchoklar joylashtirish skemasi
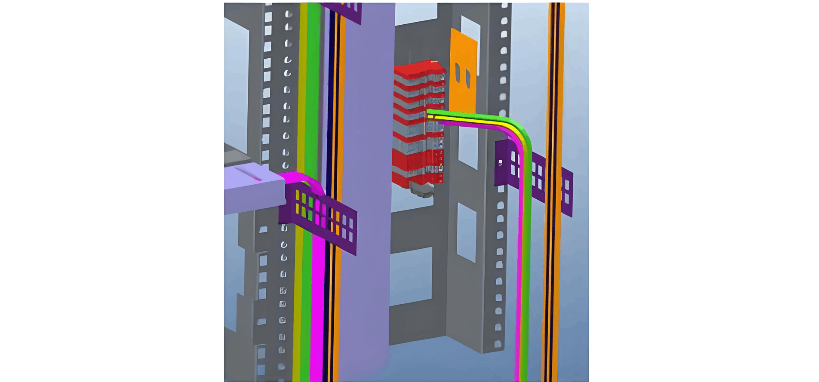
Rasm 6 Kabel joylashtirish skemasi
3.2 Markaziy transfer rakni o'rnatish
Kabin ichiga 700 mm enlikdagi markaziy transfer rak o'rnatiladi. U prefabricatlangan optik kablarni patch kablari bilan bog'lashni yengillashtiradi. Rak 40U o'rnatish kerexasini qabul qiladi, kerexada ichida transfer kutular o'rnatiladi, bu esa front-end prefabricatlangan optik kablari va patch kablari joylashtirish uchun yetarli joy qoldiradi. Tashqi optik kablari transfer kutusida patch kablarga aylanadi. Bu patch kablari har bir kabinetdagi optik kabel tarmog'i orqali optik kabel saralaydigan luchoklarga aylanadi va turli qurilmalarga bog'lanadi, shunda optik kabel bog'lanish jarayoni yakunlanadi. Kabin ichida, stantsiyaga boruvchan kabel kanalining kirish-chiqish joyi mavjud.
4. Xulosa
Prefabricatlangan kabin bosqichli yig'ilgan rack strukturani qabul qiladi. Kerexa bir nechta rack birliglari bilan tashkil topadi, bu esa yig'ilgan kabinetlar va kabin jismi mos ravishda va mustaqil holda ishlab chiqarilishi mumkin, bu esa qurilish samaradorligini oshiradi.
Rack ichidagi qurilmalar funktsional zonalarga bo'linadi, bu esa kabin ichidagi jihozlarni standartlashtiradi.
Prefabricatlangan kabin ichidagi optik va elektrik kablari pastdan yo'naltiriladi. Kabin pastida qatrorli qilib joylashtiriladi, va switchboardlar ostida kabel kanal kutulari o'rnatiladi, bu esa optik va elektrik kablarning ajralishini ta'minlaydi.










