
Saat ini, sebagian besar peralatan sekunder di substansi baru yang cerdas ditempatkan di dalam kabin pra-fabrikasi yang berlokasi di area switchgear. Setelah badan kabin dibuat, produsen peralatan sekunder masuk ke dalam kabin untuk pemasangan dan pengujian, yang menghasilkan proses konstruksi yang cukup kompleks dan rumit. Substansi cerdas 220 kV biasanya membutuhkan dua kabin pra-fabrikasi: satu untuk 220 kV dan satu lagi untuk 110 kV. Kedua kabin tersebut adalah tipe II, dengan dimensi 6200mm×2800mm×3300mm. Kabin tipe II dapat menampung 19 panel switch dengan dimensi 800mm×600mm×2260mm, yang menyebabkan tingkat efisiensi ruang di dalam kabin menjadi rendah.
Untuk mengatasi masalah yang mencolok dalam proses konstruksi model kabin pra-fabrikasi untuk substansi cerdas, makalah ini mengusulkan adopsi model kabin pra-fabrikasi rak. Desain keseluruhan kabin pra-fabrikasi dilakukan dari aspek seperti optimasi struktur kabin, penataan peralatan di dalam kabin, dan penyaluran kabel optik dan listrik, bertujuan untuk mengurangi periode konstruksi dan meningkatkan efisiensi pemanfaatan ruang.
1. Skema Struktur Rak Bertingkat Bersarang
Dalam desain struktur rak, struktur penopang peralatan sekunder dianggap sebagai bagian integral dari struktur badan kabin pra-fabrikasi. Dalam konteks keseluruhan struktur badan kabin, desain bertingkat dari atas ke bawah diterapkan.
1.1 Struktur Pemasangan Bersarang
Pada lapisan pertama, mengingat bahwa badan kabin pra-fabrikasi terbuat dari baja profil panas dan dibentuk melalui penyambungan integral, pemasangan komponen vertikal berbentuk lembaran persegi panjang langsung di dalam kabin pra-fabrikasi akan memiliki dampak signifikan pada akurasi pemasangan rak, yang tidak mendukung pelaksanaan proyek. Oleh karena itu, dalam skema ini, selama proses manufaktur kabin pra-fabrikasi, kerangka dasar struktur rak dipasang di dalam kabin, seperti ditunjukkan pada Gambar 1.
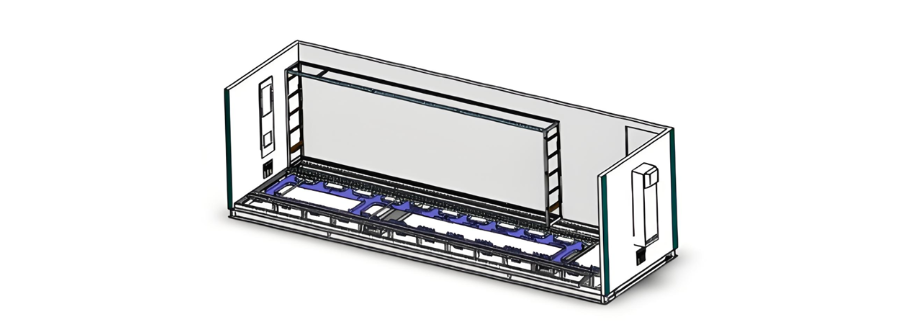
Gambar 1 Diagram skematis komponen pemasangan untuk dasar struktur rak-mount
Komponen pemasangan dasar ini diproduksi oleh mesin CNC melalui pemrosesan lembaran logam, memungkinkan kontrol dimensi yang presisi dan memberikan fondasi yang kuat untuk pemasangan unit rak. Mengingat ukuran relatif besar dari komponen pemasangan dasar, pemasangan kerangka di dalam kabin dilakukan secara bersamaan dengan manufaktur badan kabin pra-fabrikasi.
1.2 Lapisan Kedua dari Struktur Pemasangan Bersarang
Sebagai lapisan tengah untuk pemasangan rak, komponen pemasangan ini dapat digunakan bersama oleh modul fungsional inti di sisi kiri dan kanan. Ini juga berfungsi untuk isolasi kebakaran peralatan.
1.3 Lapisan Ketiga dari Struktur Pemasangan Bersarang
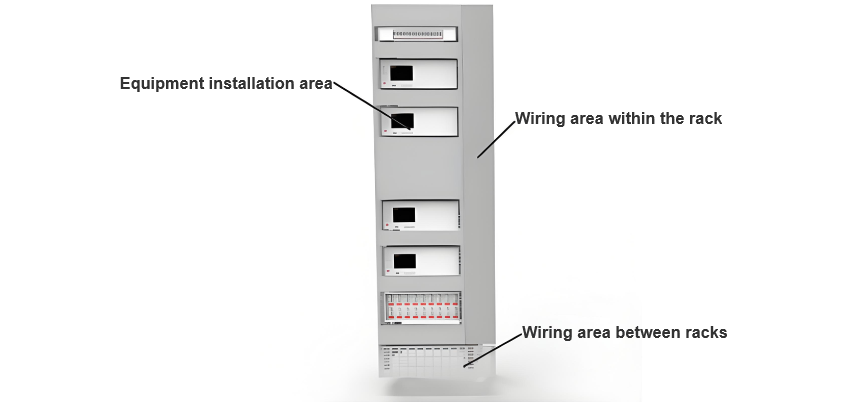
Pada unit rak penopang, dipasang perangkat perlindungan single-bay, perangkat pengukuran dan kontrol, sakelar, blok terminal, tombol, dll. Komponen-komponen ini disambungkan dan diuji sebagai modul independen, membentuk unit fungsi rak yang mandiri, seperti yang ditunjukkan pada Gambar 2.

Gambar 2 Diagram skematis unit fungsi rak
Produksi, pemasangan, dan pengujian rak merupakan proses paralel dengan produksi dan pemasangan kabin itu sendiri, tanpa saling mempengaruhi jadwal konstruksi. Hal ini sepenuhnya mengubah mode produksi sebelumnya di mana struktur panel-switch memerlukan penyambungan kabel di dalam kabin, secara signifikan meningkatkan efisiensi penyambungan kabel di kabin pra-fabrikasi.
Setelah semua peralatan dipasang, berbagai perangkat di dalam rak dihubungkan melalui saluran kabel atas dan bawah yang melewati rak secara horizontal, memungkinkan interkoneksi sempurna peralatan di dalam kabin. Selain itu, saluran kabel di dalam rak membentuk struktur berbentuk grid, memungkinkan berbagai perangkat antara rak-rak dihubungkan melalui sistem penyambungan kabel berbentuk grid ini.
Setelah semua penyambungan dan pengujian peralatan di dalam rak selesai, tutup atas, pelat samping, dan pelat depan rak dipasang, seperti ditunjukkan pada Gambar 3.
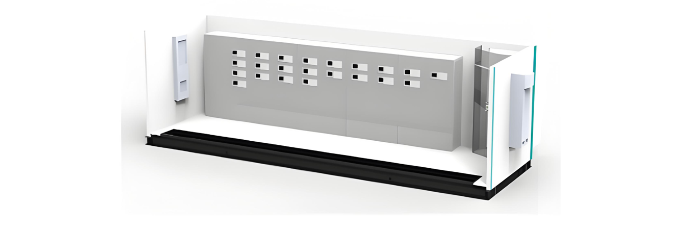
Gambar 3 Gambar efek pemasangan rak yang selesai
Peralatan di dalam rak kabin pra-fabrikasi disusun secara bergeser. Artikel ini menggunakan unit perlindungan dan pengukuran 220 kV sebagai contoh untuk menggambarkan susunan kerangka peralatan rak 220 kV.
2. Desain Skema Standarisasi Penataan Peralatan di Dalam Rak Kabin Pra-fabrikasi
Seperti ditunjukkan pada Gambar 4, sesuai dengan persyaratan konfigurasi substation 220 kV di area pemasangan peralatan, untuk satu bay, diperlukan dua perangkat perlindungan, satu perangkat pengukuran dan kontrol, dua tombol, dan beberapa blok terminal. Saluran kabel vertikal dipasang di area penyambungan, dan klip pengunci dikonfigurasikan untuk mencegah operasi yang tidak sengaja.
Gambar 4 Diagram skematis tata letak perangkat
3. Desain Skema Penyusunan Kabel
3.1 Penyusunan Terpisah Kabel Optik dan Listrik
Dimensi rak tetap 2260 (tinggi) × 700 (lebar) × 600 (kedalaman) mm. Sebuah saluran kabel dengan tinggi sekitar 40 mm dipasang di bawah setiap lapisan peralatan. Kabel optik dan listrik disusun terpisah, dan semua kabel disusun secara terklasifikasi dan terzona. Seperti yang ditunjukkan pada Gambar 5 dan 6, jumper serat optik disusun di sisi kiri saluran, sementara kabel listrik ditempatkan di sisi kanan. Kabel di sisi yang sama dibundel dan ditempatkan bersama-sama sesuai dengan posisi pemasangan perangkat.
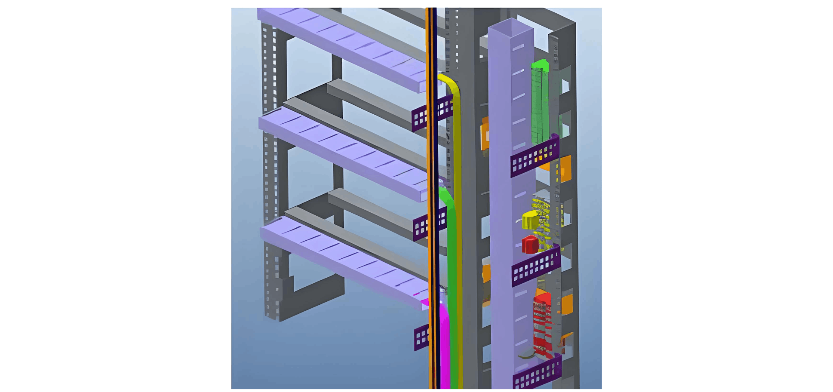
Gambar 5 Diagram skematis tata letak splitter kabel optik
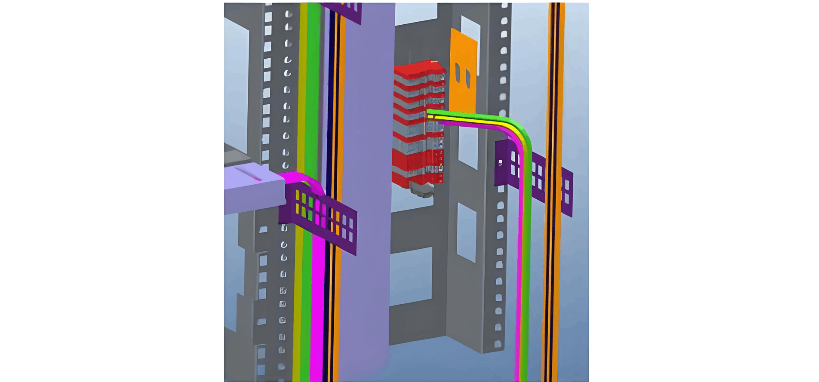
Gambar 6 Diagram skematis tata letak kabel
3.2 Pemasangan Rak Transfer Tersentralisasi
Rak transfer tersentralisasi untuk kabel optik pra-fabrikasi, lebar 700 mm, dipasang di dalam kabin. Digunakan untuk memfasilitasi koneksi antara kabel optik pra-fabrikasi dan patch cable. Rak ini mengadopsi kerangka pemasangan 40U, dengan kotak transfer dipasang di dalam kerangka, menyisakan ruang yang cukup untuk tata letak kabel optik pra-fabrikasi dan patch cable di depan. Kabel optik luar ruangan diubah menjadi patch cable melalui kabinet transfer. Patch cable ini kemudian diubah menjadi jumper serat optik melalui frame distribusi optik di setiap kabinet dan terhubung ke berbagai perangkat, sehingga menyelesaikan proses koneksi kabel optik. Di dalam kabin disediakan saluran masuk/keluar yang terhubung ke parit kabel stasiun.
4. Kesimpulan
Kabin pra-fabrikasi mengadopsi struktur rak bertingkat bersarang. Kerangka terdiri dari beberapa unit rak, memungkinkan kabinet bersarang dan badan kabin diproduksi secara bersamaan dan independen, yang secara signifikan meningkatkan efisiensi konstruksi.
Perangkat di dalam rak diatur berdasarkan zona fungsional, mengstandarisasi penataan peralatan di dalam kabin.
Kabel optik dan listrik di dalam kabin pra-fabrikasi mengadopsi metode penyusunan bawah. Bagian bawah kabin diatur bertingkat, dan kotak saluran kabel dipasang di bawah panel switch, mencapai pemisahan kabel optik dan listrik.










