
Pašreizēji, jaunās intelektuālās apgabalkastu vairākums ir ievietots prefabricētos kabinjos, kas atrodas pārslēgumu zonā. Pēc kabinjkorpusa ražošanas sekundāro aprīkojumu ražotāji ieņem kabinjus instalēšanai un testēšanai, kas rada diezgan sarežģītu un neskaidru būvniecības procesu. Parasti 220 kV intelektuālajam apgabalkastam ir nepieciešami divi prefabricēti kabinji: viens 220 kV un otrs 110 kV. Abi kabinji ir II tipa ar izmēriem 6200mm×2800mm×3300mm. II tipa kabinjā var ievietot 19 pārslēgumu paneļus ar izmēriem 800mm×600mm×2260mm, kas noved pie zemas telpas izmantošanas efektivitātes kabinjā.
Lai risinātu acīmredzamus jautājumus, kas saistīti ar prefabricēto kabinju modeļa būvniecības procesu intelektuālajos apgabalkastos, šajā rakstā tiek piedāvāts rack-tipa prefabricēto kabinju modeļa izmantošana. Prefabricēto kabinju vispārējais dizains tiek veikts no aspektiem, piemēram, kabinjas struktūras optimizācija, aprīkojuma novietojums kabinjā un optisko un elektrisku kabeļu maršrutēšana, mērķinot samazināt būvniecības laiku un uzlabot telpas izmantošanas efektivitāti.
1. Hierarhiska iekļaujoša rack struktūra
Rack struktūras dizainā sekundāro aprīkojumu slodzes struktūra tiek uzskatīta par integrālo daļu no prefabricētā kabinjkorpusa struktūras. Kopumā kabinjkorpusa struktūras kontekstā tiek īstenota no augšas uz leju hierarhiska struktūra.
1.1 Iekļaujoša instalācijas struktūra
Pirmajā slānī, ņemot vērā, ka prefabricētā kabinjkorpusa izgatavošanā tiek izmantota karstpiekristināta metāla sekcija un to formē veselais savienojums, taisnleņķīgu plaknu vertikālu komponentu tieša instalācija prefabricētajā kabinjā radītu ievērojamu ietekmi uz rack instalācijas precizitāti, kas nav labvēlīga projektu realizācijai. Tāpēc šajā shēmā, prefabricētā kabinja ražošanas procesā kabinjā tiek instalēta rack struktūras pamatstruktūra, kā attēlots Attēlā 1.
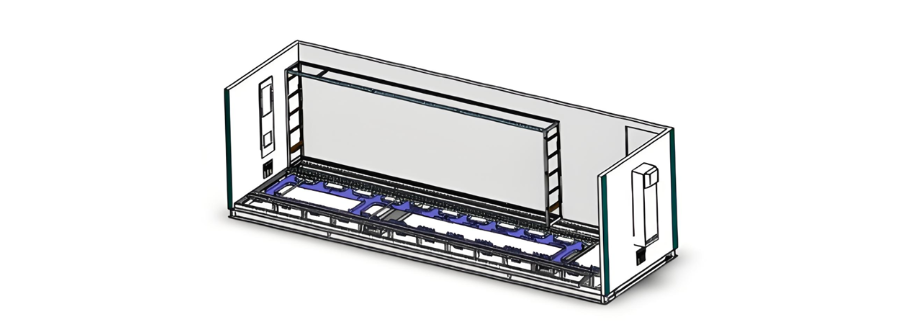
Attēls 1 Rack montāžas struktūras pamatkomponentu montāžas shēma
Šie pamatmontāžas komponenti tiek izgatavoti CNC mašīnās, izmantojot plāksnes apstrādi, kas ļauj precīzi kontrolēt izmērus un nodrošina stipru pamatu rack vienību instalācijai. Ņemot vērā pamatmontāžas komponentu lielos izmērus, ramata instalācija kabinjā notiek vienlaikus ar prefabricētā kabinjkorpusa ražošanu.
1.2 Otrais slānis iekļaujošā instalācijas struktūrā
Kā rack instalācijas vidējais slānis, šis instalācijas komponents var tikt kopīgi izmantots gan kreisajā, gan labajā pusē esošajiem galvenajiem funkcionalitātes moduļiem. Tas arī palīdz nodrošināt ugunsgrēku izolāciju aprīkojumam.
1.3 Trešais slānis iekļaujošā instalācijas struktūrā
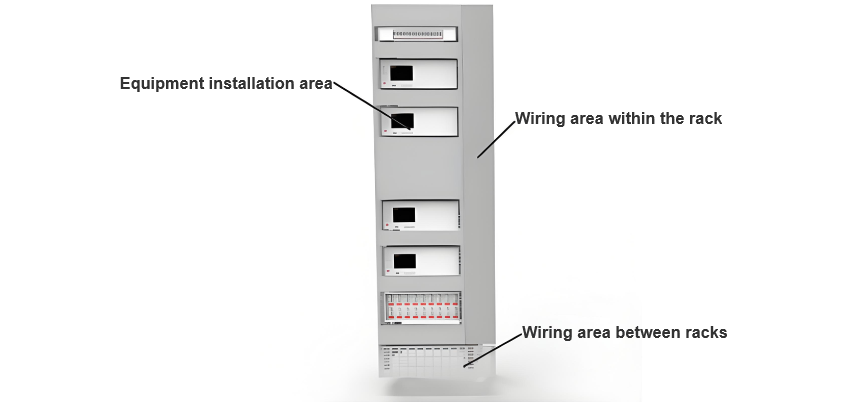
Rack slodzes vienībā tiek instalētas vienvietīgas aizsardzības ierīces, mērīšanas un kontrolēšanas ierīces, pārslēgumi, kontaktbloki, pogas utt. Šie komponenti tiek pieslēgti un testēti kā neatkarīgs modulis, veidojot pilnīgu rack funkcionalitātes vienību, kā attēlots Attēlā 2.

Attēls 2 Rack funkcionalitātes vienības shēma
Rack ražošana, instalācija un testēšana ir paralēlas procesi pašas kabinjas ražošanai un instalācijai, neietekmējot viena otra būvniecības grafikus. Tas pilnībā transformē iepriekšējo ražošanas veidu, kurā šķērsplakņu struktūrai bija nepieciešama kablišķu instalācija kabinjā, ļoti palielinot kablišķu efektivitāti prefabricētajos kabinjos.
Pēc visu aprīkojuma instalācijas, dažādas ierīces rack vidū tiek savienotas caur horizontālajām virs- un apakškabeļu traukām, kas ļauj bezsekmju iekabinjoto aprīkojuma savienojumu. Turklāt rack iekšējie kabeļu trauki veido režģveida struktūru, ļaujot dažādām ierīcēm starp rack savienoties ar šo režģveida kablišķu sistēmu.
Pēc visu rack iekšējā aprīkojuma kablišķa un testēšanas pabeigšanas, tiek instalētas rack virsstarpes, sānu paneļi un priekšpaneļi, kā attēlots Attēlā 3.
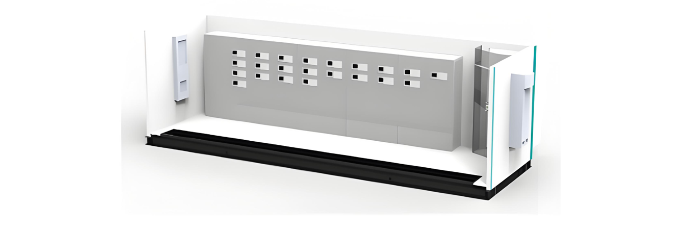
Attēls 3 Pabeigtā rack instalācijas vizuālais efekts
Prefabricētā kabinja rack iekšējā aprīkojuma izkārtojums ir novietots nobīdīti. Šajā rakstā kā piemērs tiek izmantots 220 kV līnijas aizsardzība un mērīšanas un kontrolēšanas vienība, lai ilustrētu 220 kV rack aprīkojuma struktūras izkārtojumu.
2. Standarta shēmas dizains rack iekšējam aprīkojumam prefabricētajā kabinjā
Kā attēlot Attēlā 4, saskaņā ar 220 kV apgabalkasta aprīkojuma instalācijas zonas konfigurācijas prasībām, vienvietīgai vietai ir nepieciešams iestatīt divas aizsardzības ierīces, vienu mērīšanas un kontrolēšanas ierīci, divas pogas un vairākas kontaktbloku. Kablišķu zonā tiek instalēti vertikālie kabeļu trauki, un tiek konfigurēti slēgšanas spraugas, lai novērstu nederīgas darbības.
Attēls 4 Ierīču izkārtojuma shēma
3. Kablišķu maršrutēšanas shēmas dizains
3.1 Atsevišķs optisko un elektrisko kabeļu maršrutēšana
Rack izmēri saglabājas 2260 (augstums) × 700 (platums) × 600 (dziļums) mm. Katrā aprīkojuma slānī tiek instalēts aptuveni 40 mm augsts kabeļu trauks. Optiskie un elektriskie kabeļi tiek maršrutēti atsevišķi, un visi kabeļi tiek izkārtoti klasificēti un zonēti. Kā attēlot Attēlos 5 un 6, optiskie kabeļi tiek izvietoti kanāla kreisajā pusē, bet elektriskie kabeļi — labajā. Viens un tas pats pusē esošie kabeļi tiek grupēti un izvietoti pēc ierīču instalācijas pozīcijām.
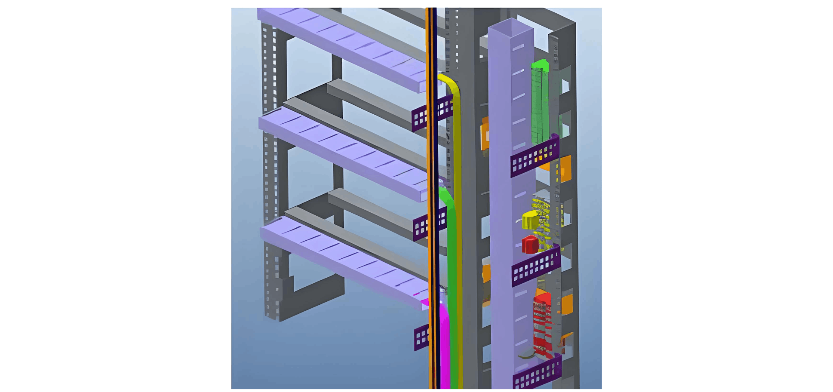
Attēls 5 Optisko kabeļu sadalīšanas shēma
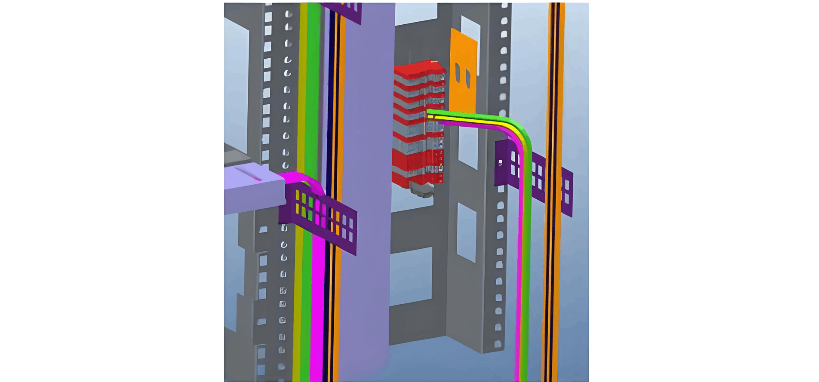
Attēls 6 Kabeļu izkārtojuma shēma
3.2 Centralizētās pārnestās rack instalācija
Iekabinjā ir instalēta 700 mm plaša centralizētā prefabricēto optisko kabeļu pārnestā rack. Tā tiek izmantota, lai veicinātu prefabricēto optisko kabeļu un patch kabeļu savienojumu. Rack izmanto 40U instalācijas struktūru, ar pārnēsāšanas kastes ievietotām struktūrā, atstājot pietiekamu telpu frontālo prefabricēto optisko kabeļu un patch kabeļu izkārtošanai. Ārpusē esošie optiskie kabeļi tiek pārveidoti par patch kabeļiem caur pārnēsāšanas kabinetu. Šie patch kabeļi tiek pārveidoti par optiskajiem šķērsojumiem, izmantojot katras kabinjas optisko sadalīšanas rāmis, un tiek savienoti ar dažādām ierīcēm, tādējādi pabeidzot optisko kabeļu savienojuma procesu. Iekabinjā ir nodrošināts kablišķu kanāla ieeja/izeja, kas savienojas ar stacijas kablišķu grezni.
4. Secinājumi
Prefabricētā kabinja izmanto hierarhisku iekļaujošu rack struktūru. Struktūra sastāv no vairākiem rack vienībām, kas ļauj iekļaujošajām kabinjām un kabinjkorpusam tikt ražotiem vienlaikus un neatkarīgi, kas ļoti uzlabo būvniecības efektivitāti.
Rack iekšējās ierīces ir funkcionalitātes zonētas, standartizējot aprīkojuma izkārtojumu kabinjā.
Optiskie un elektriskie kabeļi prefabricētajā kabinjā izmanto apakšmaršrutēšanas metodi. Kabinja apakšdaļa ir izkārtota slāņos, un zem pārslēgumu paneļiem ir instalēti kabeļu trauki, sasniedzot optisko un elektrisko kabeļu atdalīšanu.










