
Momenteel wordt de meeste secundaire apparatuur in nieuwe intelligente elektriciteitscentrales geplaatst in vooraf vervaardigde cabines die zich in het schakelgebied bevinden. Na de vervaardiging van de cabinekokers komen de fabrikanten van secundaire apparatuur de cabines binnen om de installatie en afstelling uit te voeren, wat resulteert in een nogal complex en omslachtig bouwproces. Een typische 220 kV intelligente elektriciteitscentrale vereist meestal de opstelling van twee vooraf vervaardigde cabines: één voor 220 kV en één voor 110 kV. Beide cabines zijn van Type II, met afmetingen van 6200mm×2800mm×3300mm. Een Type II-cabine kan 19 schakelborden met afmetingen van 800mm×600mm×2260mm herbergen, wat leidt tot een lage ruimtebenutting binnen de cabine.
Om de prominente problemen in het bouwproces van het model vooraf vervaardigde cabines voor intelligente elektriciteitscentrales aan te pakken, stelt dit artikel voor om een rekmodel vooraf vervaardigde cabine te gebruiken. Het algehele ontwerp van de vooraf vervaardigde cabine wordt uitgevoerd vanuit aspecten zoals de optimalisatie van de cabineconstructie, de indeling van de apparatuur in de cabine, en de routing van optische en elektrische kabels, met als doel de bouwtijd te verkleinen en de efficiëntie van de ruimtebenutting te verbeteren.
1. Gestapeld rekstructuurplan
In het ontwerp van de rekstructuur wordt de dragende structuur van de secundaire apparatuur beschouwd als een integraal onderdeel van de constructie van de cabinekoker. Binnen de algemene context van de cabinekokerstructuur wordt een top-down gestructureerde ontwerpaanpak toegepast.
1.1 Gestapelde installatiestructuur
Op het eerste niveau, gezien het feit dat de cabinekoker gemaakt is van warmgewalste staalprofielen en door middel van geheel lassen is gevormd, zou de directe installatie van rechthoekige plaatvormige verticale componenten in de vooraf vervaardigde cabine een significante impact hebben op de installatienauwkeurigheid van het rek, wat niet bevorderlijk is voor de projectuitvoering. Daarom wordt in dit plan tijdens het fabricageproces van de vooraf vervaardigde cabine een basisframe van de rekstructuur in de cabine geïnstalleerd, zoals weergegeven in Figuur 1.
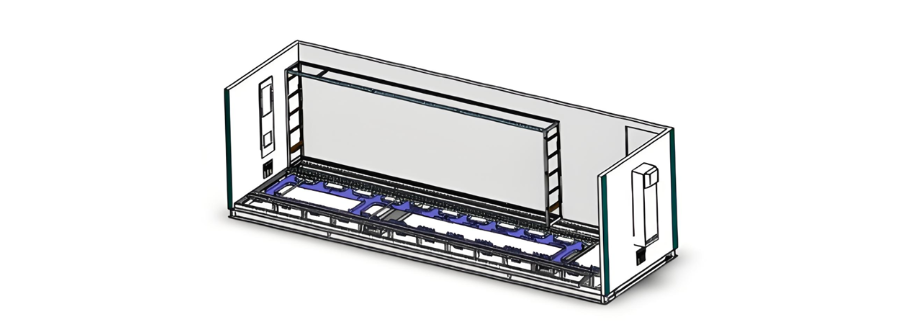
Figuur 1 Schematische weergave van de installatiecomponenten voor de rekstructuur basis
Deze basisinstallatiecomponenten worden gemaakt door CNC-machines via plaatbewerking, waardoor de afmetingen nauwkeurig kunnen worden gecontroleerd en een solide basis bieden voor de installatie van rekunits. Gezien de relatief grote afmetingen van de basisinstallatiecomponenten vindt de installatie van het frame in de cabine gelijktijdig plaats met de productie van de cabinekoker.
1.2 De tweede laag van de gestapelde installatiestructuur
Als de middellange laag voor de rekinstallatie kan deze installatiecomponent worden gedeeld door de kernfunctiemodules aan beide zijden. Het dient ook als brandisolatie voor de apparatuur.
1.3 De derde laag van de gestapelde installatiestructuur
Op de rekdragende unit worden enkelbaanbeveiligingsapparatuur, meet- en regelapparatuur, schakelaars, terminalblokken, knoppen, enz. geïnstalleerd. Deze componenten worden als een onafhankelijke module bedraden en getest, wat resulteert in een zelfstandige rekfunctionele eenheid, zoals weergegeven in Figuur 2.

Figuur 2 Schematische weergave van de rekfunctionele eenheid
De productie, installatie en test van de rek zijn parallelle processen ten opzichte van de productie en installatie van de cabine zelf, zonder elkaar's bouwschema's te beïnvloeden. Dit transformeert volledig het eerdere productiemodel waarbij schakelbordstructuren in-cabinebedrading vereisten, wat de efficiëntie van de bedrading in vooraf vervaardigde cabines aanzienlijk verhoogt.
Nadat alle apparatuur is geïnstalleerd, worden de verschillende apparaten in de rek verbonden via de boven- en onderste draadgoot die horizontaal door de rek loopt, waardoor een naadloze interconnectie van de apparatuur in de cabine mogelijk is. Bovendien vormen de draadgoten in de rek een rasterachtige structuur, waardoor verschillende apparaten tussen de rekken via dit rasterachtige bedradingssysteem kunnen worden verbonden.
Zodra alle bedrading en test van de apparatuur in de rek zijn voltooid, worden de bovenkant, zijpanelen en frontpanelen van de rek geïnstalleerd, zoals weergegeven in Figuur 3.
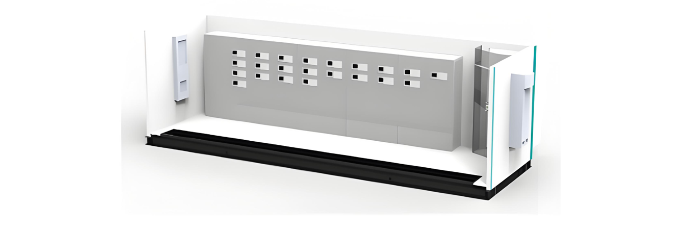
Figuur 3 Effecttekening van de voltooide rekinstallatie
De apparatuur in de rek van de vooraf vervaardigde cabine is in een verschoven patroon gerangschikt. Dit artikel neemt een 220 kV lijnbeveiliging en meet- en regelunit als voorbeeld om de indeling van de 220 kV rekapparatuurstructuur te illustreren.
2. Ontwerp van het gestandaardiseerde schema voor de indeling van de apparatuur in de rek van de vooraf vervaardigde cabine
Zoals weergegeven in Figuur 4, volgens de configuratievereisten van een 220 kV elektriciteitscentrale in het apparaatinstellingsgebied, moet voor een enkele baan twee beveiligingsapparatuur, één meet- en regelapparaat, twee knoppen en enkele terminalblokken worden geconfigureerd. Verticale draadgoten worden in het bedradingsterrein geïnstalleerd, en vergrendelingsklittenbands worden geconfigureerd om onbedoelde bewerkingen te voorkomen.
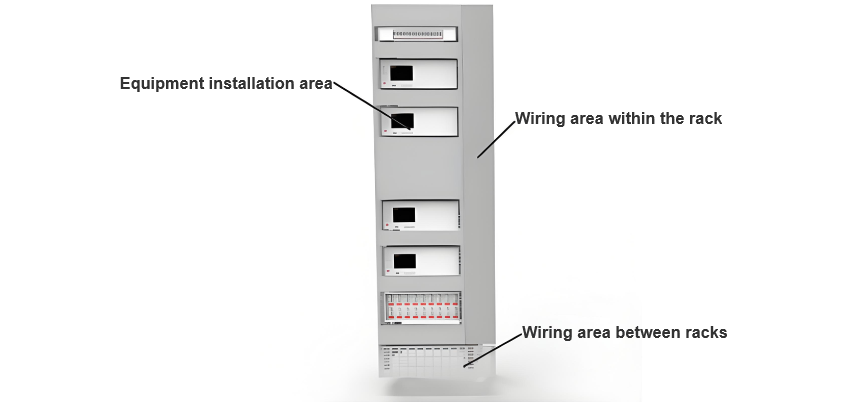
Figuur 4 Schematische weergave van de apparaatindeling
3. Ontwerp van het kabelleggingsschema
3.1 Aparte routing van optische en elektrische kabels
De afmetingen van de rek blijven 2260 (hoogte) × 700 (breedte) × 600 (diepte) mm. Een draadgoot met een hoogte van ongeveer 40 mm wordt onder elke laag apparatuur geïnstalleerd. Optische en elektrische kabels worden apart gerouteerd, en alle kabels worden op een geclassificeerde en gezoneerde manier gelegd. Zoals weergegeven in figuren 5 en 6, worden vezeloptische patchkabels aan de linkerkant van het kanaal geplaatst, terwijl elektrische kabels aan de rechterkant worden geplaatst. Kabels aan dezelfde kant worden gebundeld en samen geplaatst volgens de installatieposities van de apparatuur.
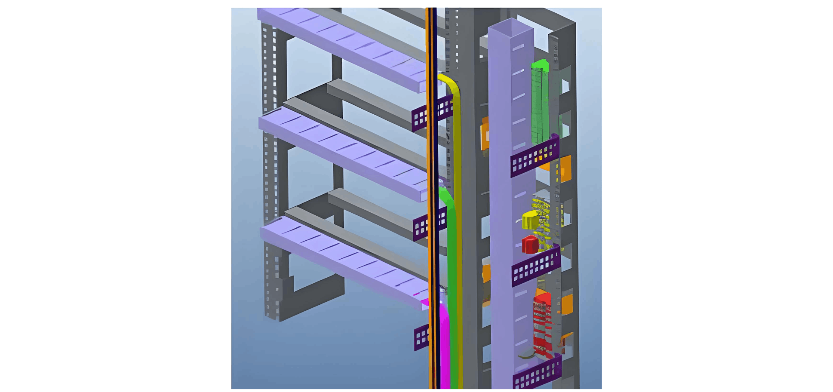
Figuur 5 Schematische weergave van de splitsing van optische kabels
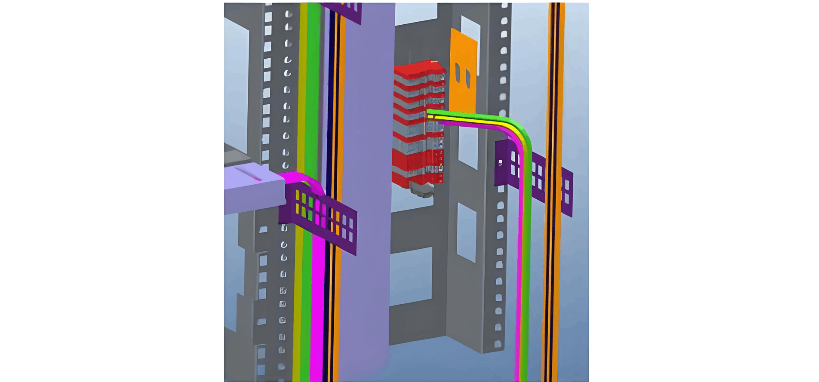
Figuur 6 Schematische weergave van de kabelindeling
3.2 Installatie van een centrale overbruggingsrek
Een centrale overbruggingsrek voor vooraf vervaardigde optische kabels, 700 mm breed, wordt in de cabine geïnstalleerd. Het wordt gebruikt om de verbinding tussen vooraf vervaardigde optische kabels en patchkabels te faciliteren. Het rek maakt gebruik van een 40U-installatieframework, met de overbruggingsboxen die binnen het framework worden geïnstalleerd, zodat er voldoende ruimte is voor de indeling van vooraf vervaardigde optische kabels en patchkabels aan de voorkant. Buitenkabels worden via de overbruggingskast omgezet in patchkabels. Deze patchkabels worden vervolgens omgezet in vezeloptische patchkabels via de optische distributiekaders in elke kast en verbonden met diverse apparatuur, waarmee het optische kabelverbindingsproces wordt voltooid. Er wordt een ingang/uitgang voor het kabelkanaal, verbonden met de kabelgreppel van de elektriciteitscentrale, in de cabine voorzien.
4. Conclusies
De vooraf vervaardigde cabine maakt gebruik van een gestapeld rekstructuur. Het raamwerk bestaat uit verschillende rekunits, waardoor de geneste kasten en de cabinekoker gelijktijdig en onafhankelijk kunnen worden vervaardigd, wat de bouwefficiëntie aanzienlijk verbetert.
De apparatuur in de rek is functioneel gegroepeerd, wat de standaardisatie van de apparaatinrichting in de cabine mogelijk maakt.
Optische en elektrische kabels in de vooraf vervaardigde cabine maken gebruik van een bodemroutingmethode. De bodem van de cabine is in lagen gerangschikt, en draadgootboxen worden onder de schakelborden geïnstalleerd, waardoor de scheiding van optische en elektrische kabels wordt bereikt.










