
Actualmente, la mayoría del equipo secundario en las nuevas subestaciones inteligentes se coloca dentro de cabinas prefabricadas ubicadas en el área de interruptores. Después de que se fabrican los cuerpos de las cabinas, los fabricantes de equipos secundarios entran en las cabinas para la instalación y la depuración, lo que resulta en un proceso de construcción bastante complejo y tedioso. Una subestación inteligente típica de 220 kV generalmente requiere la configuración de dos cabinas prefabricadas: una para 220 kV y otra para 110 kV. Ambas cabinas son de Tipo II, con dimensiones de 6200mm×2800mm×3300mm. Una cabina de Tipo II puede albergar 19 armarios con dimensiones de 800mm×600mm×2260mm, lo que lleva a una baja tasa de utilización del espacio en la cabina.
Para abordar los problemas prominentes en el proceso de construcción del modelo de cabina prefabricada para subestaciones inteligentes, este artículo propone la adopción de un modelo de cabina prefabricada tipo rack. El diseño general de la cabina prefabricada se lleva a cabo desde aspectos como la optimización de la estructura de la cabina, el arreglo del equipo dentro de la cabina y la ruta de los cables ópticos y eléctricos, con el objetivo de reducir el período de construcción y mejorar la eficiencia de utilización del espacio.
1. Esquema de Estructura de Rack Anidado por Capas
En el diseño de la estructura tipo rack, la estructura de soporte del equipo secundario se considera como una parte integral de la estructura del cuerpo de la cabina prefabricada. Bajo el contexto general de la estructura del cuerpo de la cabina, se implementa un diseño jerárquico de arriba hacia abajo.
1.1 Estructura de Instalación Anidada
En la primera capa, considerando que el cuerpo de la cabina prefabricada está hecho de acero laminado en caliente y formado por soldadura integral, la instalación directa de componentes verticales en forma de lámina rectangular dentro de la cabina prefabricada tendría un impacto significativo en la precisión de la instalación del rack, lo que no es favorable para la implementación del proyecto. Por lo tanto, en este esquema, durante el proceso de fabricación de la cabina prefabricada, se instala un marco básico de la estructura de rack dentro de la cabina, como se muestra en la Figura 1.
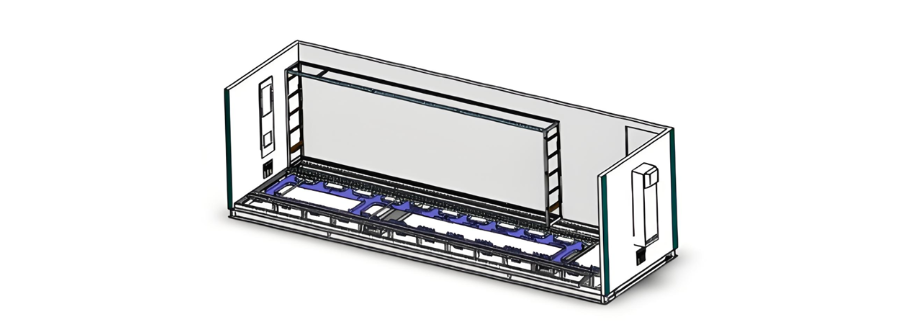
Figura 1 Diagrama esquemático de los componentes de instalación para la base de la estructura montada en rack
Estos componentes básicos de instalación se fabrican mediante máquinas CNC a través del procesamiento de chapa, permitiendo un control preciso de las dimensiones y proporcionando una base sólida para la instalación de las unidades de rack. Dado el tamaño relativamente grande de los componentes básicos de instalación, la instalación del marco dentro de la cabina se lleva a cabo simultáneamente con la fabricación del cuerpo de la cabina prefabricada.
1.2 La Segunda Capa de la Estructura de Instalación Anidada
Como la capa intermedia para la instalación del rack, este componente de instalación puede ser compartido por los módulos funcionales centrales en ambos lados izquierdo y derecho. También cumple la función de aislamiento contra incendios para el equipo.
1.3 La Tercera Capa de la Estructura de Instalación Anidada
En la unidad de soporte del rack, se instalan dispositivos de protección de un solo bay, dispositivos de medición y control, interruptores, bloques terminales, botones, etc. Estos componentes se cablean y depuran como un módulo independiente, formando una unidad funcional de rack autónoma, como se ilustra en la Figura 2.

Figura 2 Diagrama esquemático de la unidad funcional de rack
La producción, instalación y depuración del rack son procesos paralelos a la producción e instalación de la propia cabina, sin afectar los plazos de construcción entre sí. Esto transforma completamente el modo de producción anterior, donde las estructuras tipo armario requerían cableado en la cabina, aumentando significativamente la eficiencia del cableado en las cabinas prefabricadas.
Después de que todo el equipo esté instalado, los diversos dispositivos dentro del rack se conectan a través de los canales de cableado superior e inferior que atraviesan horizontalmente el rack, permitiendo una interconexión sin fisuras del equipo en la cabina. Además, los canales de cableado dentro del rack forman una estructura en forma de red, permitiendo que los diversos dispositivos entre racks se conecten a través de este sistema de cableado en forma de red.
Una vez que se completa todo el cableado y la depuración del equipo dentro del rack, se instalan la tapa superior, las placas laterales y las placas frontales del rack, como se muestra en la Figura 3.
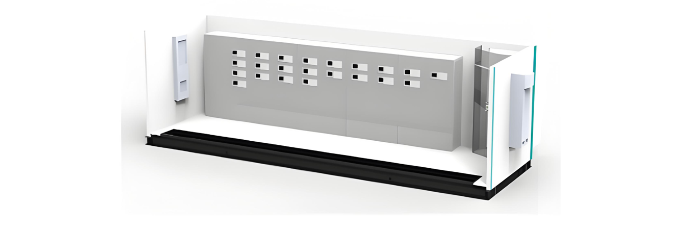
Figura 3 Dibujo de efecto de la instalación completada del rack
El equipo dentro del rack de la cabina prefabricada se dispone de manera desplazada. Este artículo toma como ejemplo una unidad de protección y control de medición de 220 kV para ilustrar la disposición del marco de equipo de rack de 220 kV.
2. Diseño del Esquema Estandarizado para la Disposición del Equipo dentro del Rack de la Cabina Prefabricada
Como se muestra en la Figura 4, según los requisitos de configuración de una subestación de 220 kV en el área de instalación de equipos, para un solo bay, es necesario configurar dos dispositivos de protección, un dispositivo de medición y control, dos botones y varios bloques terminales. Se instalan canales de cableado vertical en el área de cableado, y se configuran broches de bloqueo para prevenir operaciones accidentales.
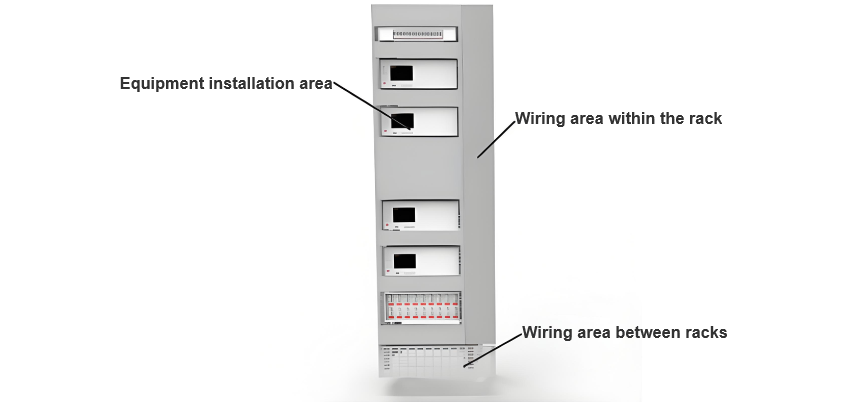
Figura 4 Diagrama esquemático de la disposición de los dispositivos
3. Diseño del Esquema de Ruteo de Cables
3.1 Ruteo Separado de Cables Ópticos y Eléctricos
Las dimensiones del rack permanecen en 2260 (altura) × 700 (ancho) × 600 (profundidad) mm. Se instala un canal de cableado con una altura de aproximadamente 40 mm debajo de cada capa de equipos. Los cables ópticos y eléctricos se rutean por separado, y todos los cables se colocan de manera clasificada y zonificada. Como se muestra en las Figuras 5 y 6, los saltadores de fibra óptica se disponen en el lado izquierdo del canal, mientras que los cables eléctricos se posicionan en el lado derecho. Los cables en el mismo lado se agrupan y se colocan juntos según las posiciones de instalación de los dispositivos.
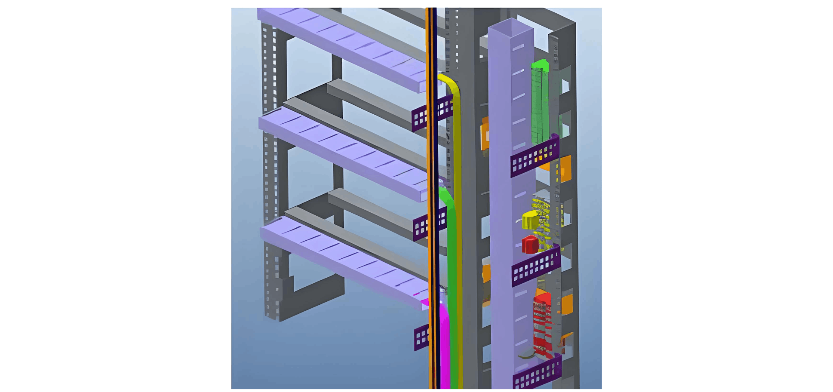
Figura 5 Diagrama esquemático de la disposición de la división de fibras ópticas
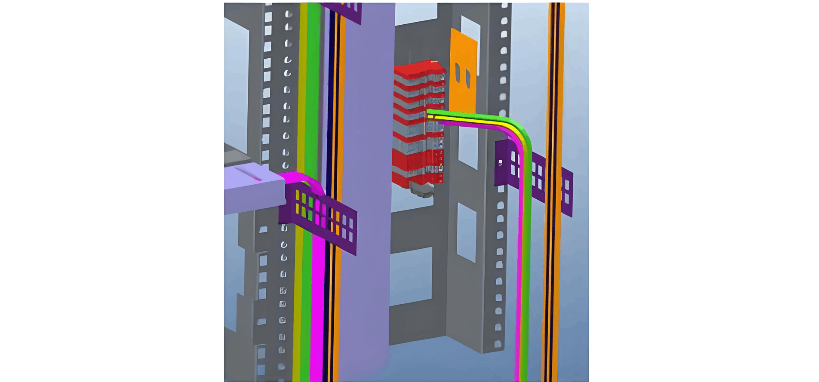
Figura 6 Diagrama esquemático de la disposición de los cables
3.2 Instalación de un Rack de Transferencia Centralizada
Se instala un rack de transferencia centralizada para cables ópticos prefabricados, de 700 mm de ancho, dentro de la cabina. Se utiliza para facilitar la conexión entre los cables ópticos prefabricados y los cables patch. El rack adopta un marco de instalación de 40U, con las cajas de transferencia instaladas dentro del marco, dejando suficiente espacio para la disposición de los cables ópticos prefabricados frontales y los cables patch. Los cables ópticos exteriores se convierten en cables patch a través del gabinete de transferencia. Estos cables patch luego se transforman en saltadores de fibra óptica a través de los marcos de distribución óptica dentro de cada gabinete y se conectan a diversos dispositivos, completando así el proceso de conexión de cables ópticos. Se proporciona un conducto de entrada/salida para el canal de cables, que se conecta al zanja de cables de la estación, dentro de la cabina.
4. Conclusiones
La cabina prefabricada adopta una estructura de rack anidada por capas. El marco está compuesto por varias unidades de rack, lo que permite que las cabinas anidadas y el cuerpo de la cabina se fabriquen simultáneamente e independientemente, mejorando significativamente la eficiencia de la construcción.
Los dispositivos dentro del rack están zonificados funcionalmente, estandarizando la disposición del equipo dentro de la cabina.
Los cables ópticos y eléctricos dentro de la cabina prefabricada adoptan un método de ruteo inferior. La parte inferior de la cabina está dispuesta en capas, y se instalan cajas de canal de cableado debajo de los armarios, logrando la separación de los cables ópticos y eléctricos.










