
Pada masa kini, kebanyakan peralatan sekunder di dalam substansi pintar yang baru dibina diletakkan di dalam kabin pra-fabrikasi yang terletak di kawasan switchgear. Selepas badan kabin telah dibuat, pembuat peralatan sekunder memasuki kabin untuk pemasangan dan penyesuaian, menghasilkan proses pembinaan yang agak rumit dan merepotkan. Substansi pintar 220 kV yang biasa memerlukan penempatan dua kabin pra-fabrikasi: satu untuk 220 kV dan satu lagi untuk 110 kV. Kedua-dua kabin ini adalah jenis II, dengan dimensi 6200mm×2800mm×3300mm. Kabin jenis II boleh menampung 19 panel switch dengan dimensi 800mm×600mm×2260mm, menyebabkan kadar penggunaan ruang di dalam kabin menjadi rendah.
Untuk mengatasi isu-isu utama dalam proses pembinaan model kabin pra-fabrikasi bagi substansi pintar, makalah ini mencadangkan penggunaan model kabin pra-fabrikasi berstruktur rak. Reka bentuk keseluruhan kabin pra-fabrikasi dilakukan dari aspek seperti pengoptimuman struktur kabin, susunan peralatan di dalam kabin, dan penjejakan kabel optik dan elektrik, bertujuan untuk mengurangkan tempoh pembinaan dan meningkatkan kecekapan penggunaan ruang.
1. Skim Struktur Rak Bersarang Berperingkat
Dalam reka bentuk struktur rak, struktur beban peralatan sekunder dianggap sebagai sebahagian integral daripada struktur badan kabin pra-fabrikasi. Di bawah konteks keseluruhan struktur badan kabin, reka bentuk berperingkat dari atas ke bawah dilaksanakan.
1.1 Struktur Pemasangan Bersarang
Di lapisan pertama, mengambil kira bahawa badan kabin pra-fabrikasi dibuat daripada besi tuang panas dan dibentuk melalui penyambungan keseluruhan, pemasangan komponen vertikal berbentuk segi empat tepat secara langsung di dalam kabin pra-fabrikasi akan memberi impak besar kepada ketepatan pemasangan rak, yang tidak menggalakkan pelaksanaan projek. Oleh itu, dalam skim ini, semasa proses pembuatan kabin pra-fabrikasi, rangka asas struktur rak dipasang di dalam kabin, seperti ditunjukkan dalam Gambaraj 1.
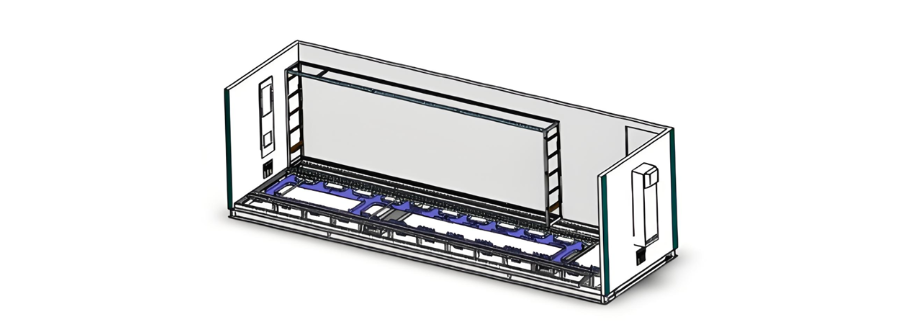
Gambaraj 1 Gambaraj skema komponen pemasangan asas struktur rak
Komponen pemasangan asas ini dibuat oleh mesin CNC melalui pemprosesan lembaran logam, membolehkan kawalan dimensi yang tepat dan menyediakan asas yang kukuh untuk pemasangan unit rak. Mengingat saiz komponen pemasangan asas yang agak besar, pemasangan rangka di dalam kabin dilakukan serentak dengan pembuatan badan kabin pra-fabrikasi.
1.2 Lapisan Kedua Struktur Pemasangan Bersarang
Sebagai lapisan tengah untuk pemasangan rak, komponen pemasangan ini boleh dikongsi oleh modul fungsi inti di kedua-dua sisi kiri dan kanan. Ia juga berfungsi untuk isolasi api bagi peralatan.
1.3 Lapisan Ketiga Struktur Pemasangan Bersarang
Di unit rak, peranti pelindungan single bay, peranti pengukuran dan kawalan, switch, blok terminal, butang, dan lain-lain dipasang. Komponen-komponen ini dihubungkan dan disetel sebagai modul bebas, membentuk unit fungsional rak yang lengkap, seperti ditunjukkan dalam Gambaraj 2.

Gambaraj 2 Gambaraj skema unit fungsional rak
Pembuatan, pemasangan, dan penyetelan rak adalah proses paralel dengan pembuatan dan pemasangan kabin sendiri, tanpa mengganggu jadual pembinaan masing-masing. Ini sepenuhnya mengubah mod pembuatan sebelumnya di mana struktur tipe panel memerlukan penyambungan kabel di dalam kabin, meningkatkan kecekapan penyambungan kabel di dalam kabin pra-fabrikasi secara signifikan.
Setelah semua peralatan dipasang, pelbagai peranti di dalam rak dihubungkan melalui salur kabel atas dan bawah yang melintasi rak secara mendatar, membolehkan interkoneksi yang lancar antara peralatan di dalam kabin. Selain itu, salur kabel di dalam rak membentuk struktur grid, membolehkan pelbagai peranti antara rak dihubungkan melalui sistem penghubungan kabel berbentuk grid ini.
Setelah semua penyambungan kabel dan penyetelan peralatan di dalam rak selesai, tutup atas, plat sisi, dan plat depan rak dipasang, seperti ditunjukkan dalam Gambaraj 3.
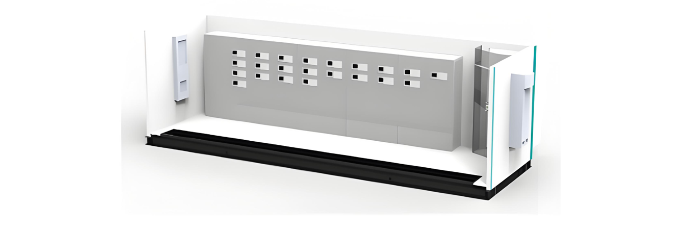
Gambaraj 3 Gambaraj hasil pemasangan rak yang siap
Peralatan di dalam rak kabin pra-fabrikasi disusun secara bergantian. Makalah ini mengambil contoh unit perlindungan dan pengukuran 220 kV untuk menggambarkan susunan kerangka peralatan rak 220 kV.
2. Reka Bentuk Skim Standardisasi Susunan Peralatan di Dalam Rak Kabin Pra-fabrikasi
Seperti ditunjukkan dalam Gambaraj 4, mengikut keperluan konfigurasi substansi 220 kV di kawasan pemasangan peralatan, untuk satu bay, diperlukan untuk mengkonfigurasikan dua peranti perlindungan, satu peranti pengukuran dan kawalan, dua butang, dan beberapa blok terminal. Salur kabel tegak dipasang di kawasan penyambungan kabel, dan kunci pengunci dikonfigurasikan untuk mencegah operasi tidak sengaja.
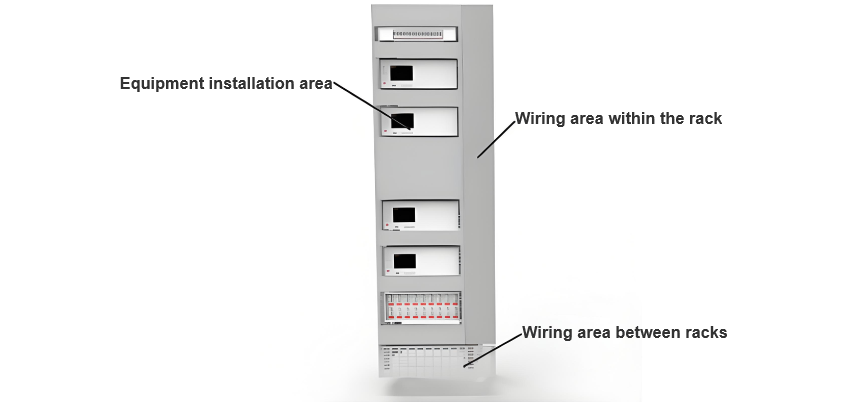
Gambaraj 4 Gambaraj skema susunan peralatan
3. Reka Bentuk Skim Penyusunan Kabel
3.1 Penjejakan Terpisah Kabel Optik dan Elektrik
Dimensi rak tetap pada 2260 (tinggi) × 700 (lebar) × 600 (kedalaman) mm. Sebuah salur kabel dengan tinggi kira-kira 40 mm dipasang di bawah setiap lapisan peralatan. Kabel optik dan elektrik dijejaki secara terpisah, dan semua kabel disusun secara berkelompok dan berzonal. Seperti ditunjukkan dalam Gambaraj 5 dan 6, jumper fiber optik disusun di sisi kiri saluran, manakala kabel elektrik ditempatkan di sisi kanan. Kabel pada sisi yang sama dikumpulkan dan ditempatkan bersama-sama mengikut kedudukan pemasangan peralatan.
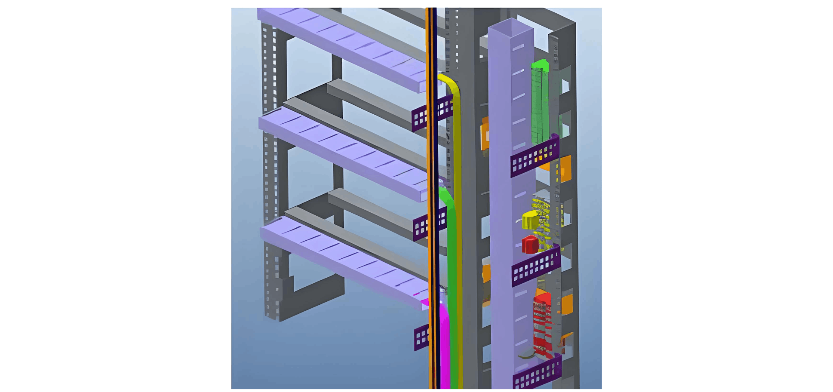
Gambaraj 5 Gambaraj skema susunan kabel optik splitter
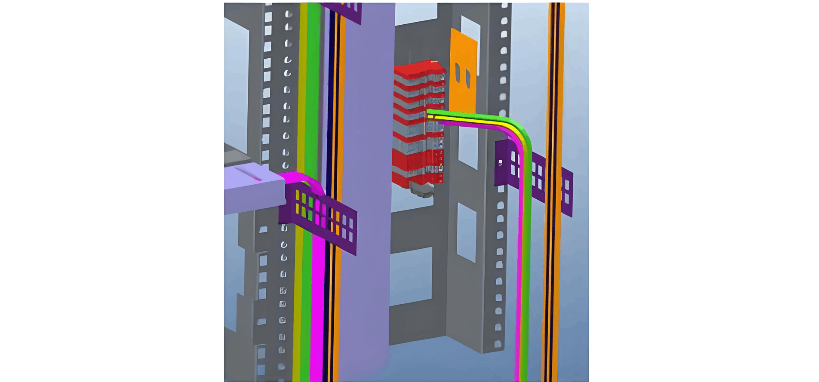
Gambaraj 6 Gambaraj skema susunan kabel
3.2 Pemasangan Rak Pemindahan Tersentral
Rak pemindahan tersentral untuk kabel optik pra-fabrikasi, lebar 700 mm, dipasang di dalam kabin. Ia digunakan untuk memudahkan sambungan antara kabel optik pra-fabrikasi dan patch kabel. Rak ini menggunakan rangka pemasangan 40U, dengan kotak pemindahan dipasang di dalam rangka, meninggalkan ruang yang cukup untuk susunan kabel optik pra-fabrikasi dan patch kabel di bahagian hadapan. Kabel optik luaran diubah menjadi patch kabel melalui kabinet pemindahan. Patch kabel-patch kabel ini kemudian diubah menjadi jumper fiber optik melalui bingkai pembahagian optik di setiap kabinet dan disambungkan ke pelbagai peralatan, sehingga proses sambungan kabel optik selesai. Terdapat saluran masuk/keluar untuk saluran kabel, yang disambungkan ke selokan kabel stesen, di dalam kabin.
4. Kesimpulan
Kabin pra-fabrikasi menggunakan struktur rak bersarang berperingkat. Rangka ini terdiri daripada beberapa unit rak, membolehkan kabin bersarang dan badan kabin dibuat secara serentak dan bebas, yang secara signifikan meningkatkan kecekapan pembinaan.
Peranti di dalam rak dibahagikan secara fungsional, mengstandardisasi susunan peralatan di dalam kabin.
Kabel optik dan elektrik di dalam kabin pra-fabrikasi menggunakan kaedah penjejakan bawah. Dasar kabin disusun secara berlapis, dan kotak salur kabel dipasang di bawah panel switch, mencapai pemisahan kabel optik dan elektrik.










