
Derzeit werden die meisten sekundären Geräte in neu gebauten intelligente Umspannwerken in vorgefertigten Kabinen im Schaltgerätbereich platziert. Nach der Fertigung der Kabinkörper treten Hersteller von sekundären Geräten ein, um die Installation und Abstimmung vorzunehmen, was zu einem ziemlich komplexen und mühsamen Bauvorgang führt. Ein typisches intelligentes Umspannwerk mit 220 kV benötigt normalerweise die Einrichtung von zwei vorgefertigten Kabinen: eine für 220 kV und eine für 110 kV. Beide Kabinen sind vom Typ II, mit den Maßen 6200mm×2800mm×3300mm. Eine Kabine vom Typ II kann 19 Schaltgeräte mit den Maßen 800mm×600mm×2260mm aufnehmen, was zu einer geringen Raumnutzung innerhalb der Kabine führt.
Um die hervorstechenden Probleme im Bauvorgang des Modells der vorgefertigten Kabinen für intelligente Umspannwerke anzugehen, schlägt dieser Artikel die Einführung eines Rack-Modells für vorgefertigte Kabinen vor. Das Gesamtentwurf der vorgefertigten Kabine erfolgt unter Aspekten wie der Optimierung der Kabinaufbaustruktur, der Anordnung der Geräte innerhalb der Kabine und der Verkabelung von optischen und elektrischen Kabeln, um die Bauzeit zu verkürzen und die Effizienz der Raumnutzung zu verbessern.
1. Hierarchische geschachtelte Rack-Struktur
Im Design der Rack-Struktur wird die Tragstruktur der sekundären Geräte als integraler Bestandteil der Struktur des vorgefertigten Kabinkörpers betrachtet. Im Kontext der gesamten Kabinkörperstruktur wird ein hierarchisches Design von oben nach unten implementiert.
1.1 Geschachtelte Installationsstruktur
In der ersten Ebene, bedingt durch die Tatsache, dass der vorgefertigte Kabinkörper aus warmgewalztem Profilstahl hergestellt und durch integrale Schweißverbindungen gebildet wird, würde die direkte Installation rechteckiger blechähnlicher vertikaler Komponenten innerhalb der vorgefertigten Kabine einen erheblichen Einfluss auf die Installationsgenauigkeit des Racks haben, was nicht förderlich für die Projektumsetzung ist. Daher wird in diesem Schema während des Fertigungsprozesses der vorgefertigten Kabine ein grundlegender Rahmen der Rackstruktur innerhalb der Kabine installiert, wie in Abbildung 1 dargestellt.
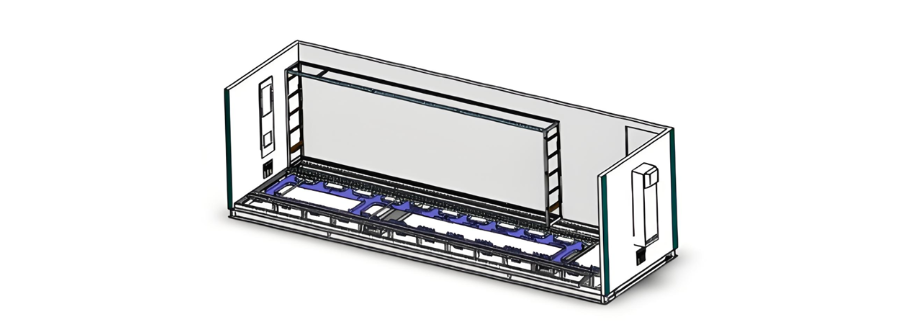
Abbildung 1 Schematische Darstellung der Installationskomponenten für die Grundlage der Rack-Montage
Diese grundlegenden Installationskomponenten werden durch CNC-Maschinen durch Blechbearbeitung hergestellt, wodurch eine präzise Kontrolle der Abmessungen ermöglicht wird und eine solide Grundlage für die Installation der Rack-Einheiten bereitgestellt wird. Angesichts der relativ großen Größe der grundlegenden Installationskomponenten erfolgt die Installation des Rahmens innerhalb der Kabine gleichzeitig mit der Fertigung des vorgefertigten Kabinkörpers.
1.2 Die zweite Ebene der geschachtelten Installationsstruktur
Als mittlere Ebene für die Rack-Installation kann diese Installationskomponente von den kernelementaren Funktionsmodulen auf beiden Seiten geteilt werden. Sie dient auch dem Zweck der Feuerisolierung der Geräte.
1.3 Die dritte Ebene der geschachtelten Installationsstruktur
Auf der Rack-Trageeinheit werden Schutzeinrichtungen für einzelne Felder, Mess- und Steuereinrichtungen, Schalter, Endschalter, Tasten usw. installiert. Diese Komponenten werden als unabhängiges Modul verdrahtet und abgestimmt, wodurch eine eigenständige Rack-Funktionseinheit entsteht, wie in Abbildung 2 dargestellt.

Abbildung 2 Schematische Darstellung der Rack-Funktioneinheit
Die Produktion, Installation und Abstimmung des Racks sind parallele Prozesse zur Produktion und Installation der Kabine selbst, ohne dass sich gegenseitig die Bauzeiten beeinflussen. Dies transformiert vollständig das vorherige Produktionsmodell, bei dem schaltgeräteartige Strukturen eine In-Kabine-Verkabelung erforderten, und erhöht signifikant die Effizienz der Verkabelung in vorgefertigten Kabinen.
Nachdem alle Geräte installiert sind, werden verschiedene Geräte innerhalb des Racks über die oberen und unteren Kabelkanäle, die horizontal durch das Rack laufen, miteinander verbunden, wodurch eine nahtlose Verbindung der Geräte innerhalb der Kabine ermöglicht wird. Darüber hinaus bilden die Kabelkanäle innerhalb des Racks ein rastersystemartiges Netzwerk, wodurch verschiedene Geräte zwischen den Racks über dieses rastersystemartige Verkabelungssystem miteinander verbunden werden können.
Sobald die gesamte Verkabelung und Abstimmung der Geräte innerhalb des Racks abgeschlossen ist, werden die obere Abdeckung, die seitlichen Abdeckplatten und die vorderen Abdeckplatten des Racks installiert, wie in Abbildung 3 dargestellt.
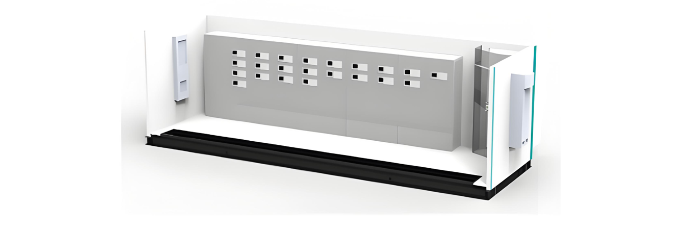
Abbildung 3 Wirkungszeichnung der abgeschlossenen Rack-Installation
Die Geräte innerhalb des Racks der vorgefertigten Kabine sind versetzt angeordnet. Dieser Artikel nimmt eine 220-kV-Linien-Schutz- und Mess- und Steuerungseinheit als Beispiel, um die Anordnung des 220-kV-Rack-Gerätegerüsts zu illustrieren.
2. Entwurf eines Standardisierungsschemas für die Anordnung der Geräte innerhalb des Racks der vorgefertigten Kabine
Wie in Abbildung 4 gezeigt, müssen gemäß den Konfigurationsanforderungen eines 220-kV-Umspannwerks im Bereich der Geräteinstallation für ein einzelnes Feld zwei Schutzeinrichtungen, eine Mess- und Steuereinrichtung, zwei Tasten und mehrere Endschalter konfiguriert werden. Vertikale Kabelkanäle sind im Verkabelungsbereich installiert, und Verschlussbügel sind konfiguriert, um versehentliche Operationen zu verhindern.
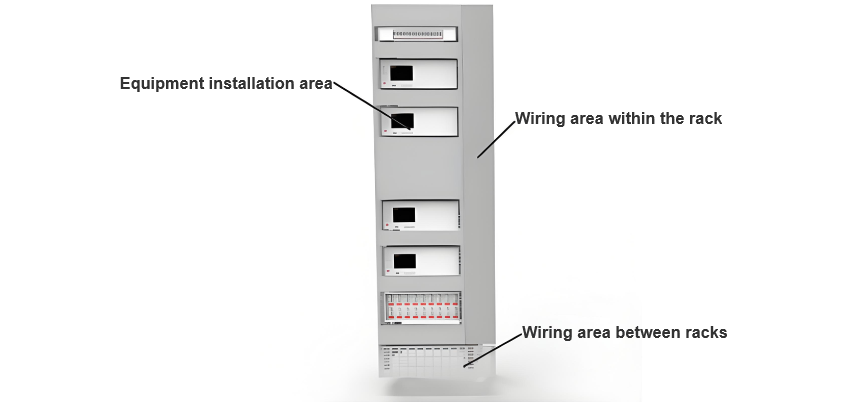
Abbildung 4 Schematische Darstellung der Geräteanordnung
3. Entwurf eines Kabelverlegungsschemas
3.1 Getrennte Verlegung von optischen und elektrischen Kabeln
Die Abmessungen des Racks bleiben 2260 (Höhe) × 700 (Breite) × 600 (Tiefe) mm. Ein Kabelkanal mit einer Höhe von etwa 40 mm wird unter jeder Ebene der Geräte installiert. Optische und elektrische Kabel werden getrennt verlegt, und alle Kabel werden klassifiziert und zoniert verlegt. Wie in Abbildungen 5 und 6 dargestellt, werden Glasfaser-Patchkabel auf der linken Seite des Kanals angeordnet, während elektrische Kabel auf der rechten Seite positioniert sind. Kabel auf derselben Seite werden nach den Installationspositionen der Geräte gebündelt und zusammengelegt.
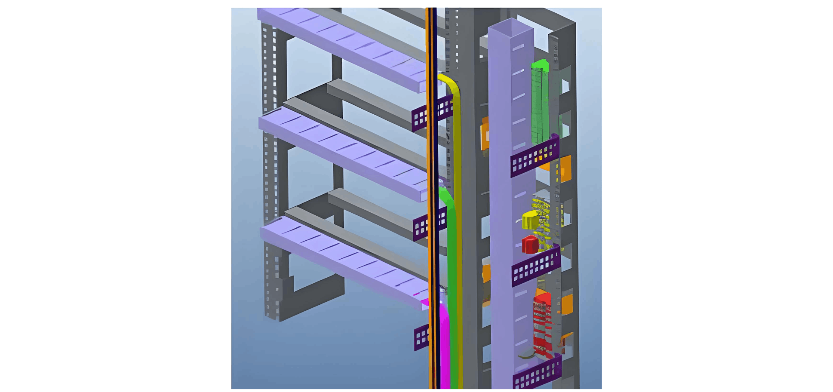
Abbildung 5 Schematische Darstellung der Aufspaltung von Glasfaserkabeln
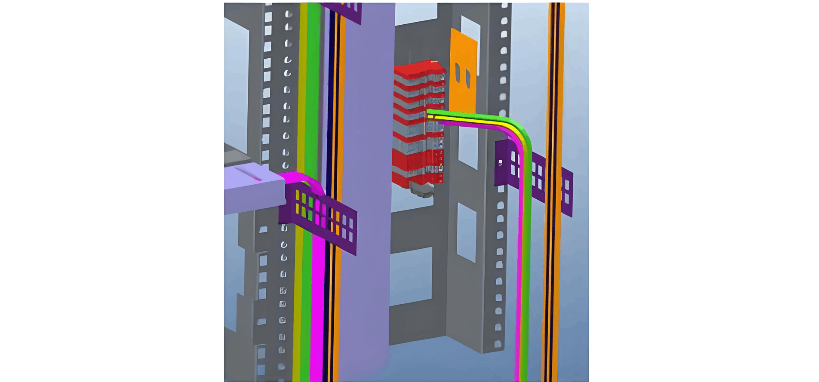
Abbildung 6 Schematische Darstellung der Kabelanordnung
3.2 Installation eines zentralisierten Transfer-Racks
Ein zentralisiertes Transfer-Rack für vorgefertigte Glasfaserkabel mit einer Breite von 700 mm wird innerhalb der Kabine installiert. Es dient dazu, die Verbindung zwischen vorgefertigten Glasfaserkabeln und Patchkabeln zu erleichtern. Das Rack verwendet ein 40U-Installationsrahmen, wobei die Transferboxen innerhalb des Rahmens installiert sind und ausreichend Platz für die Anordnung von vorgefertigten Glasfaserkabeln und Patchkabeln am Frontende lassen. Außenleitungs-Glasfaserkabel werden durch den Transferkasten in Patchkabel umgewandelt. Diese Patchkabel werden dann über die optischen Verteilerkästen in jedem Kasten in Glasfaserpatchkabel umgewandelt und an verschiedene Geräte angeschlossen, wodurch der Verbindungsvorgang der Glasfaserkabel abgeschlossen wird. Ein Ein- und Ausgang für den Kabelkanal, der mit dem Kabelgraben der Station verbunden ist, wird innerhalb der Kabine bereitgestellt.
4. Schlussfolgerungen
Die vorgefertigte Kabine verwendet eine hierarchisch geschachtelte Rack-Struktur. Der Rahmen besteht aus mehreren Rack-Einheiten, was es ermöglicht, die geschachtelten Kabinen und den Kabinkörper gleichzeitig und unabhängig voneinander herzustellen, was die Baueffizienz erheblich verbessert.
Die Geräte innerhalb des Racks sind funktional zoniert, was die Standardisierung der Anordnung der Geräte innerhalb der Kabine ermöglicht.
Optische und elektrische Kabel innerhalb der vorgefertigten Kabine verwenden eine Bodenverlegungsmethode. Der Boden der Kabine ist in Schichten angeordnet, und Kabelkanalkästen sind unter den Schaltgeräten installiert, was die Trennung von optischen und elektrischen Kabeln ermöglicht.










