
در حال حاضر، بیشتر تجهیزات ثانویه در زیرстанیونهای هوشمند جدید ساخته شده در کابینهای پیش ساختهای قرار داده میشوند که در منطقه تجهیزات قرار دارند. پس از ساخت بدنه کابینها، سازندگان تجهیزات ثانویه وارد کابینها میشوند تا نصب و رفع اشکال را انجام دهند، که منجر به یک فرآیند ساخت پیچیده و سنگین میشود. یک زیرستانیون هوشمند معمولی ۲۲۰ کیلوولت معمولاً نیاز به تنظیم دو کابین پیش ساخته دارد: یکی برای ۲۲۰ کیلوولت و یکی برای ۱۱۰ کیلوولت. هر دو کابین نوع دوم هستند با ابعاد ۶۲۰۰ میلیمتر × ۲۸۰۰ میلیمتر × ۳۳۰۰ میلیمتر. یک کابین نوع دوم میتواند ۱۹ پنل با ابعاد ۸۰۰ میلیمتر × ۶۰۰ میلیمتر × ۲۲۶۰ میلیمتر را در خود جای دهد، که منجر به کارایی استفاده از فضا در داخل کابین کم میشود.
برای حل مشکلات برجسته در فرآیند ساخت کابینهای پیش ساخته برای زیرستانیونهای هوشمند، این مقاله پذیرش مدل کابین پیش ساخته شکافی را پیشنهاد میکند. طراحی کلی کابین پیش ساخته از جنبههایی مانند بهینهسازی ساختار کابین، ترتیب دادن تجهیزات در داخل کابین و مسیریابی کابلهای نوری و الکتریکی انجام میشود، با هدف کاهش دوره ساخت و بهبود کارایی استفاده از فضا.
۱. طرح ساختار شکافی لایهای
در طراحی ساختار شکافی، ساختار تحمل بار تجهیزات ثانویه به عنوان بخشی از ساختار بدنه کابین پیش ساخته در نظر گرفته میشود. در زمینه کلی ساختار بدنه کابین، طراحی لایهای از بالا به پایین اجرا میشود.
۱.۱ ساختار نصب لایهای
در لایه اول، با توجه به اینکه بدنه کابین پیش ساخته از فولاد برشدار گرم شده ساخته شده و از طریق جوشکاری یکپارچه شده است، نصب مستقیم المانهای عمودی صفحهای مستطیل شکل در داخل کابین پیش ساخته تأثیر قابل توجهی بر دقت نصب شکاف دارد که برای اجرای پروژه مطلوب نیست. بنابراین، در این طرح، در طی فرآیند ساخت کابین پیش ساخته، یک چارچوب پایه ساختار شکافی در داخل کابین نصب میشود، مانند آنچه در شکل ۱ نشان داده شده است.
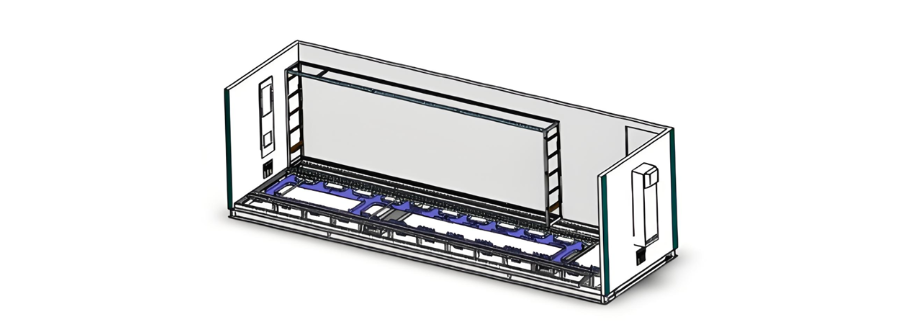
شکل ۱ نمودار مولفههای نصب پایه ساختار شکافی
این مولفههای نصب پایه از طریق ماشینهای CNC و با پردازش فلزات نازک ساخته میشوند، که امکان کنترل دقیق ابعاد و ارائه یک پایه محکم برای نصب واحد شکاف را فراهم میکند. با توجه به اندازه نسبتاً بزرگ مولفههای نصب پایه، نصب چارچوب در داخل کابین همزمان با ساخت بدنه کابین پیش ساخته انجام میشود.
۱.۲ لایه دوم ساختار نصب لایهای
به عنوان لایه میانی برای نصب شکاف، این مولفه نصبی میتواند توسط ماژولهای عملکردی اصلی سمت چپ و راست به اشتراک گذاشته شود. همچنین هدف جداسازی آتشنشانی تجهیزات را نیز ایفا میکند.
۱.۳ لایه سوم ساختار نصب لایهای
بر روی واحد تحمل بار شکاف، دستگاههای محافظت یکیبیک، دستگاههای اندازهگیری و کنترل، سوئیچها، بلوکهای انتهایی، دکمهها و غیره نصب میشوند. این المانها به عنوان یک ماژول مستقل سیمکشی و رفع اشکال میشوند و یک واحد عملکردی شکاف خودکار را تشکیل میدهند، مانند آنچه در شکل ۲ نشان داده شده است.

شکل ۲ نمودار واحد عملکردی شکاف
تولید، نصب و رفع اشکال شکاف فرآیندهای موازی با تولید و نصب خود کابین هستند و برنامههای ساخت یکدیگر را تحت تأثیر قرار نمیدهند. این کاملاً مدل تولید قبلی را که ساختارهای پنلی نیاز به سیمکشی در داخل کابین داشتند، تغییر میدهد و کارایی سیمکشی در کابینهای پیش ساخته را به طور قابل توجهی افزایش میدهد.
پس از نصب تمام تجهیزات، دستگاههای مختلف در داخل شکاف از طریق مسیرهای سیمکشی بالا و پایین که از طریق شکاف افقی عبور میکنند، به هم متصل میشوند، که اتصال بیدرنگ تجهیزات داخل کابین را ممکن میسازد. علاوه بر این، مسیرهای سیمکشی داخل شکاف یک ساختار شبکهای را تشکیل میدهند که امکان اتصال دستگاههای مختلف بین شکافها را از طریق این سیستم سیمکشی شبکهای فراهم میکند.
پس از تکمیل سیمکشی و رفع اشکال تمام تجهیزات در داخل شکاف، پوشش بالایی، صفحات پوشش جانبی و صفحات پوشش جلوی شکاف نصب میشوند، مانند آنچه در شکل ۳ نشان داده شده است.
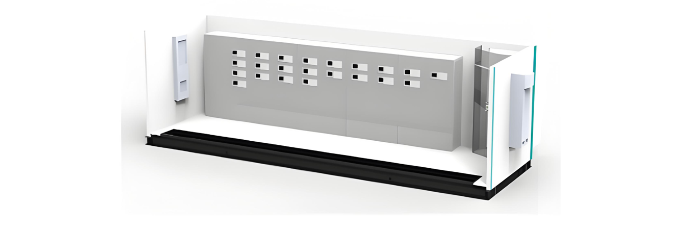
شکل ۳ تصویر نهایی نصب شکاف
تجهیزات در داخل شکاف کابین پیش ساخته به صورت جابجایی شده قرار داده میشوند. این مقاله از یک واحد محافظت و اندازهگیری خط ۲۲۰ کیلوولت به عنوان مثال برای نشان دادن ترتیب چیدمان چارچوب تجهیزات شکاف ۲۲۰ کیلوولت استفاده میکند.
۲. طراحی طرح استانداردسازی ترتیب تجهیزات در داخل شکاف کابین پیش ساخته
همانطور که در شکل ۴ نشان داده شده است، بر اساس نیازهای تجهیزات در منطقه نصب یک زیرستانیون ۲۲۰ کیلوولت، برای یک بیک، نیاز به تجهیز دو دستگاه محافظت، یک دستگاه اندازهگیری و کنترل، دو دکمه و چند بلوک انتهایی است. مسیرهای سیمکشی عمودی در منطقه سیمکشی نصب میشوند و قفلهای ضبط برای جلوگیری از عملیات تصادفی تنظیم میشوند.
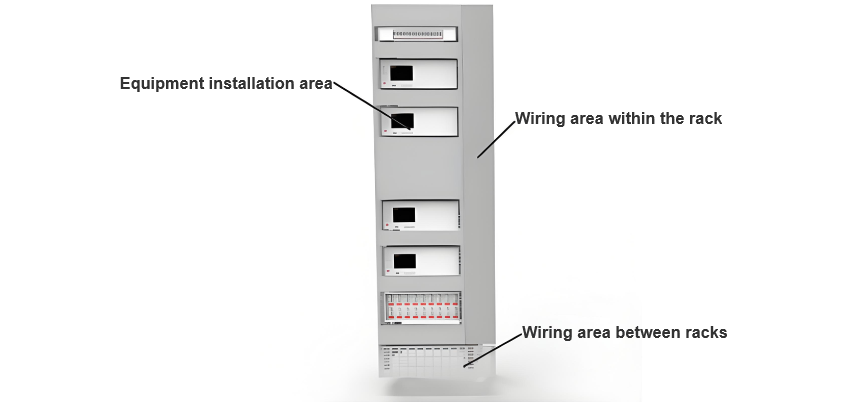
شکل ۴ نمودار ترتیب تجهیزات
۳. طراحی طرح کشیدن کابل
۳.۱ مسیریابی جداگانه کابلهای نوری و الکتریکی
ابعاد شکاف همچنان ۲۲۶۰ (ارتفاع) × ۷۰۰ (عرض) × ۶۰۰ (عمق) میلیمتر است. یک مسیر سیمکشی با ارتفاع حدود ۴۰ میلیمتر در زیر هر لایه تجهیزات نصب میشود. کابلهای نوری و الکتریکی به طور جداگانه مسیریابی میشوند و تمام کابلها به طور طبقهبندی شده و منطقهای کشیده میشوند. همانطور که در شکلهای ۵ و ۶ نشان داده شده است، جامپرهای فیبر نوری در سمت چپ کانال قرار داده میشوند، در حالی که کابلهای الکتریکی در سمت راست قرار دارند. کابلهای موجود در همان سمت بر اساس موقعیت نصب دستگاهها بستهبندی و در کنار هم قرار میگیرند.
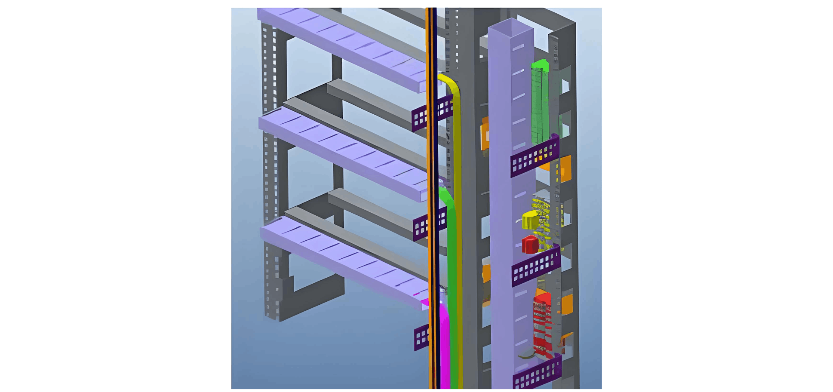
شکل ۵ نمودار توزیع فیبر نوری
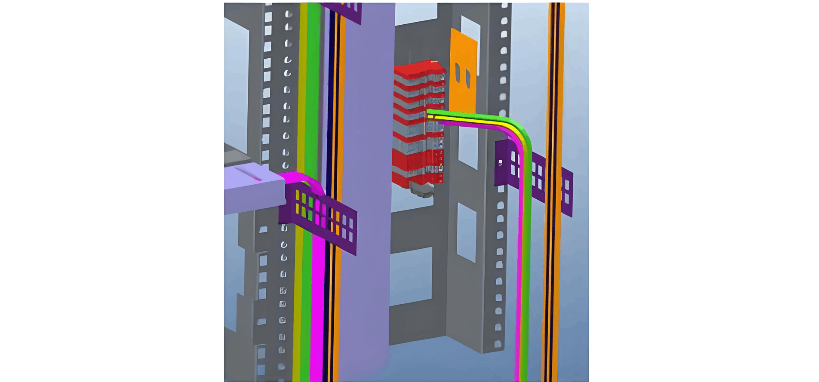
شکل ۶ نمودار توزیع کابل
۳.۲ نصب یک رک شکاف مرکزی
یک رک شکاف مرکزی برای کابلهای نوری پیش ساخته با عرض ۷۰۰ میلیمتر در داخل کابین نصب میشود. این رک برای تسهیل اتصال بین کابلهای نوری پیش ساخته و کابلهای پچ استفاده میشود. رک یک چارچوب نصب ۴۰U دارد، با جعبههای شکاف نصب شده در داخل چارچوب، که فضای کافی برای ترتیب کابلهای نوری پیش ساخته و کابلهای پچ جلویی فراهم میکند. کابلهای نوری خارجی از طریق جعبه شکاف به کابلهای پچ تبدیل میشوند. این کابلهای پچ سپس از طریق قفسههای توزیع نوری در هر کابین به جامپرهای فیبر نوری تبدیل میشوند و به دستگاههای مختلف متصل میشوند، که به اتمام فرآیند اتصال کابلهای نوری میانجامد. یک ورودی/خروجی برای کانال کابل که به گودال کابل ایستگاه متصل است، در داخل کابین فراهم شده است.
۴. نتایج
کابین پیش ساخته از یک ساختار شکافی لایهای استفاده میکند. چارچوب از چند واحد شکاف تشکیل شده است که امکان ساخت همزمان و مستقل کابینهای تو در تو و بدنه کابین را فراهم میکند و به طور قابل توجهی کارایی ساخت را افزایش میدهد.
دستگاههای داخل شکاف به صورت منطقهای عملکردی تقسیمبندی شدهاند که ترتیب استاندارد تجهیزات داخل کابین را فراهم میکند.
کابلهای نوری و الکتریکی در کابین پیش ساخته از روش کشیدن پایینی استفاده میکنند. پایین کابین به صورت لایهای ترتیب داده شده و جعبههای مسیر سیمکشی زیر پنلها نصب میشوند، که منجر به جداسازی کابلهای نوری و الکتریکی میشود.










