
Atualmente, a maioria dos equipamentos secundários em novas subestações inteligentes é colocada dentro de módulos pré-fabricados localizados na área de comutação. Após a fabricação das estruturas dos módulos, os fabricantes de equipamentos secundários entram nos módulos para instalação e teste, resultando em um processo de construção bastante complexo e trabalhoso. Uma subestação inteligente típica de 220 kV geralmente requer a configuração de dois módulos pré-fabricados: um para 220 kV e outro para 110 kV. Ambos os módulos são do Tipo II, com dimensões de 6200mm×2800mm×3300mm. Um módulo do Tipo II pode acomodar 19 painéis de comutação com dimensões de 800mm×600mm×2260mm, o que leva a uma baixa taxa de utilização do espaço interno do módulo.
Para abordar as questões proeminentes no processo de construção do modelo de módulo pré-fabricado para subestações inteligentes, este artigo propõe a adoção de um modelo de módulo pré-fabricado do tipo rack. O projeto geral do módulo pré-fabricado é realizado a partir de aspectos como otimização da estrutura do módulo, disposição dos equipamentos internos e roteamento de cabos ópticos e elétricos, visando reduzir o prazo de construção e melhorar a eficiência de utilização do espaço.
1. Esquema de Estrutura de Rack Aninhada Hierárquica
No design da estrutura do tipo rack, a estrutura de suporte dos equipamentos secundários é considerada uma parte integral da estrutura do corpo do módulo pré-fabricado. No contexto geral da estrutura do corpo do módulo, é implementado um design hierárquico de cima para baixo.
1.1 Estrutura de Instalação Aninhada
Na primeira camada, considerando que o corpo do módulo pré-fabricado é feito de aço laminado a quente e formado por soldagem integral, a instalação direta de componentes verticais retangulares de chapa dentro do módulo pré-fabricado teria um impacto significativo na precisão de instalação do rack, o que não é favorável à implementação do projeto. Portanto, neste esquema, durante o processo de fabricação do módulo pré-fabricado, é instalada uma estrutura básica do rack dentro do módulo, conforme mostrado na Figura 1.
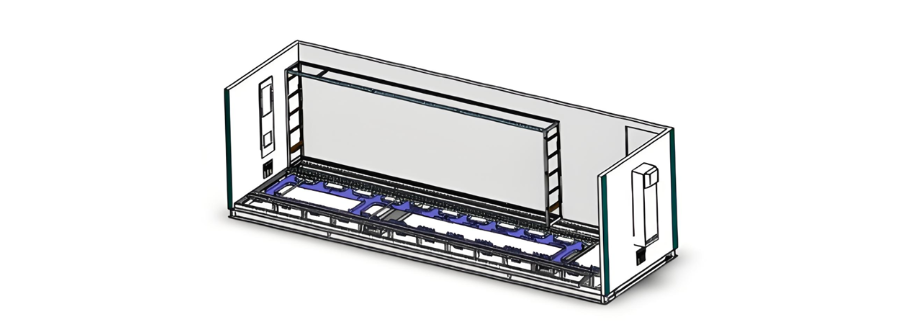
Figura 1 Diagrama esquemático dos componentes de instalação para a base da estrutura montada em rack
Estes componentes básicos de instalação são fabricados por máquinas CNC através de processamento de chapas, permitindo um controle preciso das dimensões e fornecendo uma base sólida para a instalação das unidades de rack. Dado o tamanho relativamente grande dos componentes básicos de instalação, a instalação do quadro dentro do módulo é realizada simultaneamente com a fabricação do corpo do módulo pré-fabricado.
1.2 A Segunda Camada da Estrutura de Instalação Aninhada
Como a camada intermediária para a instalação do rack, este componente de instalação pode ser compartilhado pelos módulos funcionais principais tanto do lado esquerdo quanto do lado direito. Também serve para isolar o fogo entre os equipamentos.
1.3 A Terceira Camada da Estrutura de Instalação Aninhada
Na unidade de suporte do rack, são instalados dispositivos de proteção de seção única, dispositivos de medição e controle, interruptores, terminais, botões, etc. Estes componentes são ligados e testados como um módulo independente, formando uma unidade funcional de rack autônoma, conforme ilustrado na Figura 2.

Figura 2 Diagrama esquemático da unidade funcional do rack
A produção, instalação e teste do rack são processos paralelos à produção e instalação do próprio módulo, sem afetar os cronogramas de construção uns dos outros. Isso transforma completamente o modo de produção anterior, onde as estruturas do tipo painel exigiam a fiação interna no módulo, aumentando significativamente a eficiência da fiação em módulos pré-fabricados.
Após a instalação de todos os equipamentos, vários dispositivos dentro do rack são conectados através de canaletas de fiação superiores e inferiores que atravessam horizontalmente o rack, permitindo a interconexão perfeita dos equipamentos internos. Além disso, as canaletas de fiação dentro do rack formam uma estrutura em grade, permitindo que vários dispositivos entre racks sejam conectados através deste sistema de fiação em forma de grade.
Uma vez concluída toda a fiação e teste dos equipamentos dentro do rack, são instaladas a tampa superior, as placas laterais e as placas frontais do rack, conforme ilustrado na Figura 3.
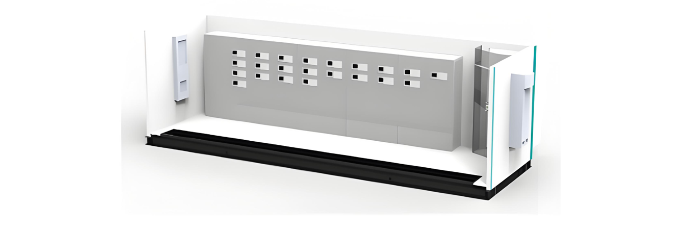
Figura 3 Desenho de efeito da instalação do rack concluída
Os equipamentos dentro do rack do módulo pré-fabricado são dispostos de maneira deslocada. Este artigo toma como exemplo uma unidade de proteção e medição de linha de 220 kV para ilustrar a disposição do quadro de equipamentos de rack de 220 kV.
2. Projeto do Esquema Padronizado para Disposição de Equipamentos Dentro do Rack do Módulo Pré-Fabricado
Conforme mostrado na Figura 4, de acordo com os requisitos de configuração de uma subestação de 220 kV na área de instalação de equipamentos, para uma seção única, é necessário configurar dois dispositivos de proteção, um dispositivo de medição e controle, dois botões e vários terminais. Canaletas de fiação verticais são instaladas na área de fiação, e travas são configuradas para prevenir operações acidentais.
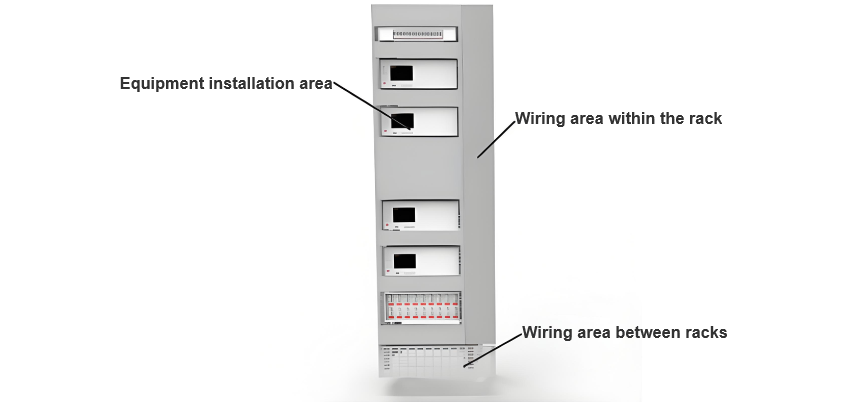
Figura 4 Diagrama esquemático da disposição dos dispositivos
3. Projeto do Esquema de Roteamento de Cabos
3.1 Roteamento Separado de Cabos Ópticos e Elétricos
As dimensões do rack permanecem 2260 (altura) × 700 (largura) × 600 (profundidade) mm. Uma canaleta de fiação com altura de aproximadamente 40 mm é instalada sob cada camada de equipamentos. Os cabos ópticos e elétricos são roteados separadamente, e todos os cabos são dispostos de maneira classificada e zonada. Como mostrado nas Figuras 5 e 6, os jumpers de fibra óptica são dispostos no lado esquerdo do canal, enquanto os cabos elétricos estão posicionados no lado direito. Os cabos do mesmo lado são agrupados e colocados juntos de acordo com as posições de instalação dos dispositivos.
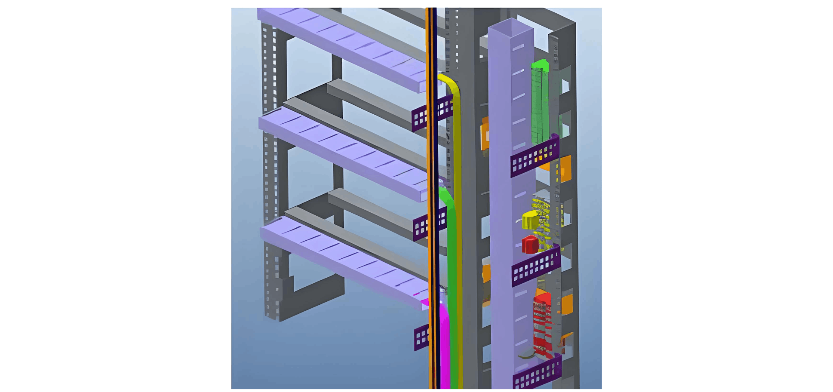
Figura 5 Diagrama esquemático da disposição de divisão de fibras ópticas
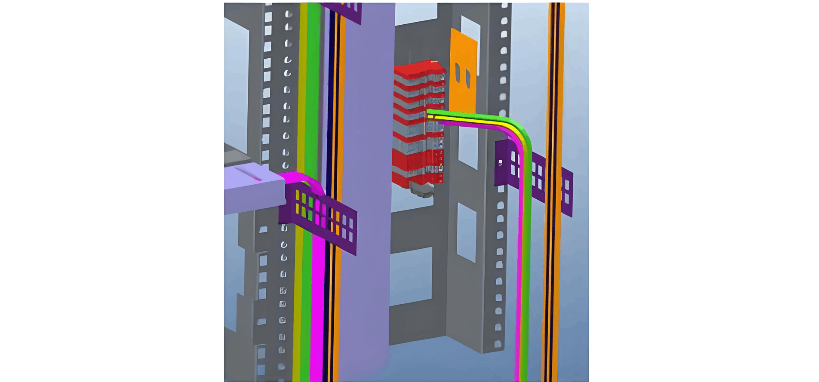
Figura 6 Diagrama esquemático da disposição de cabos
3.2 Instalação de um Rack de Transferência Centralizada
Um rack de transferência centralizada para cabos ópticos pré-fabricados, com 700 mm de largura, é instalado dentro do módulo. É usado para facilitar a conexão entre cabos ópticos pré-fabricados e patch cords. O rack adota um framework de instalação de 40U, com as caixas de transferência instaladas dentro do framework, deixando espaço suficiente para a disposição de cabos ópticos pré-fabricados e patch cords na frente. Os cabos ópticos externos são convertidos em patch cords através do gabinete de transferência. Esses patch cords são então transformados em jumpers de fibra óptica via os quadros de distribuição óptica dentro de cada gabinete e conectados a diversos dispositivos, completando assim o processo de conexão de cabos ópticos. Um canal de entrada/saída para o canal de cabos, conectado ao valo de cabos da estação, é fornecido dentro do módulo.
4. Conclusões
O módulo pré-fabricado adota uma estrutura de rack aninhada hierárquica. O framework é composto por várias unidades de rack, permitindo que os gabinetes aninhados e o corpo do módulo sejam fabricados simultaneamente e independentemente, o que melhora significativamente a eficiência da construção.
Os dispositivos dentro do rack são zonados funcionalmente, padronizando a disposição de equipamentos dentro do módulo.
Os cabos ópticos e elétricos dentro do módulo pré-fabricado adotam um método de roteamento inferior. A parte inferior do módulo é disposta em camadas, e caixas de canaletas de fiação são instaladas sob os painéis de comutação, alcançando a separação de cabos ópticos e elétricos.










