| Varumärke | Switchgear parts |
| Modellnummer | Transformer expandable axel |
| Maximala längden | 1100mm |
| Maximala yttre diameter | 200mm |
| Serier | EM-200 |
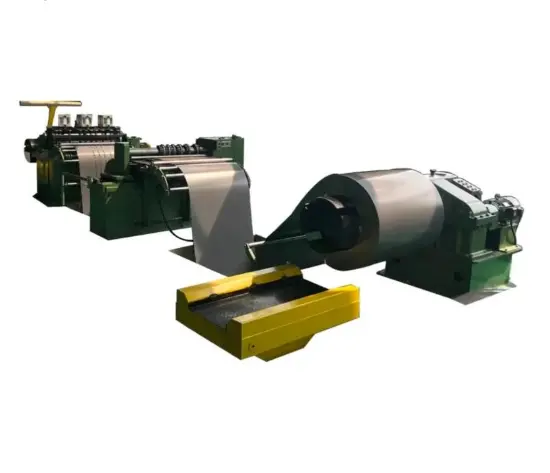
Expandable Mandrel är den kärnliga hjälpredskapet för virkmaskiner, speciellt utformat för spolevirkningsprocessen av elektromagnetiska komponenter som transformatorer och reaktorer. Genom exakt matchning av spolstorlek och anpassad produktion ger det stabil stöd och positionering för spolförande.
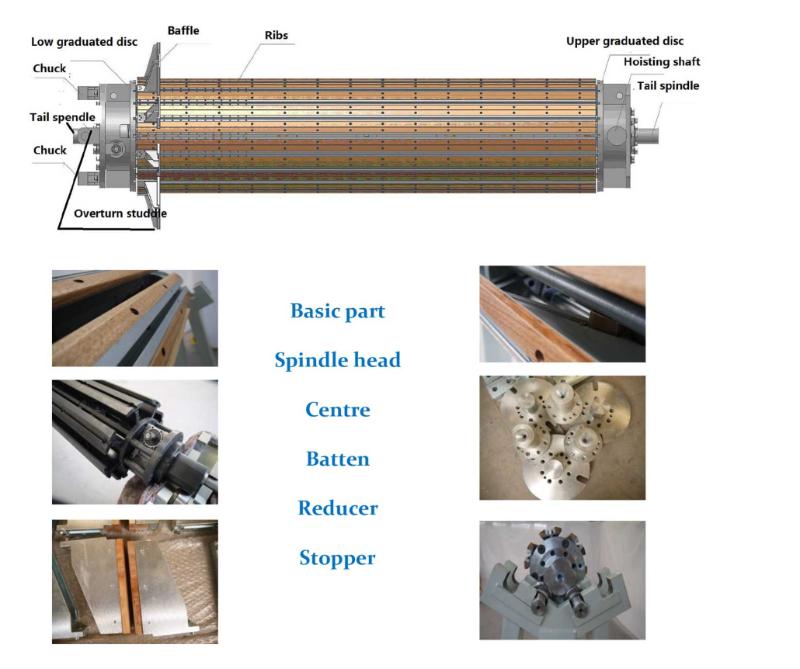
Denna expandbara och kontraktionsbara axel är kompatibel med tre strukturella typer: rektangulär, ellipsformad och cirkulär, och kan anpassa sig till olika spolformkrav. Kärnstorleksparametrarna (L1=1515,5mm, L2=1313,5mm, L3=1100mm, D2=200mm, etc.) kan uppfylla bearbetningskraven för olika spolspecifikationer. Utrustningen fungerar tillsammans genom huvudaxeln, central platta, reducerare och andra grundläggande komponenter, och är utrustad med övre och nedre skivor, väggar, chuckar och andra komponenter för att uppnå korrekt positionering, fasthållning och fixering under spolvirkningsprocessen, vilket effektivt undviker spolens avvikelse och lösning, och säkerställer jämn virkningsdensitet.
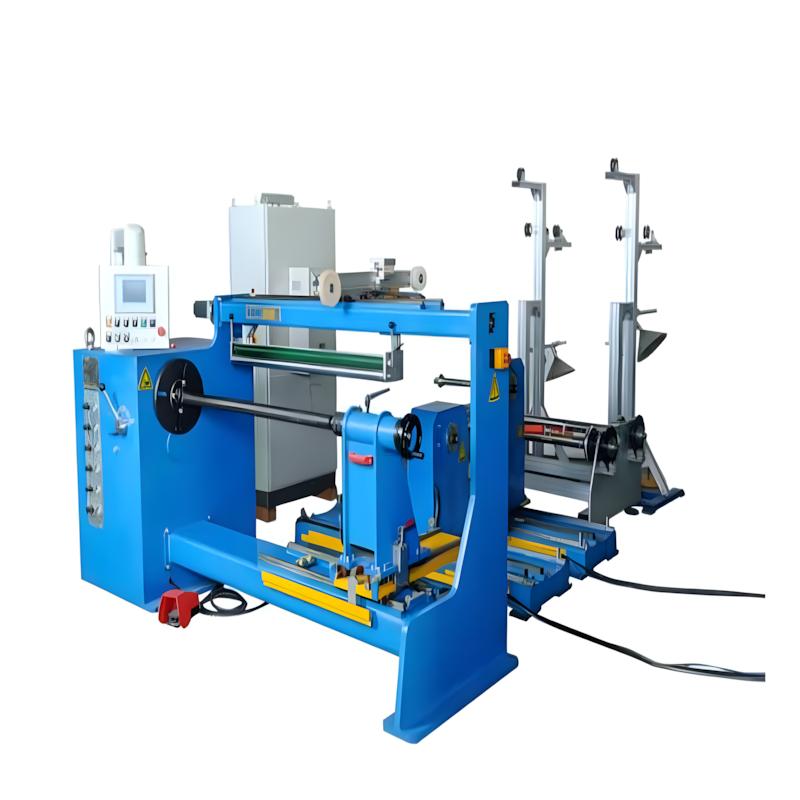
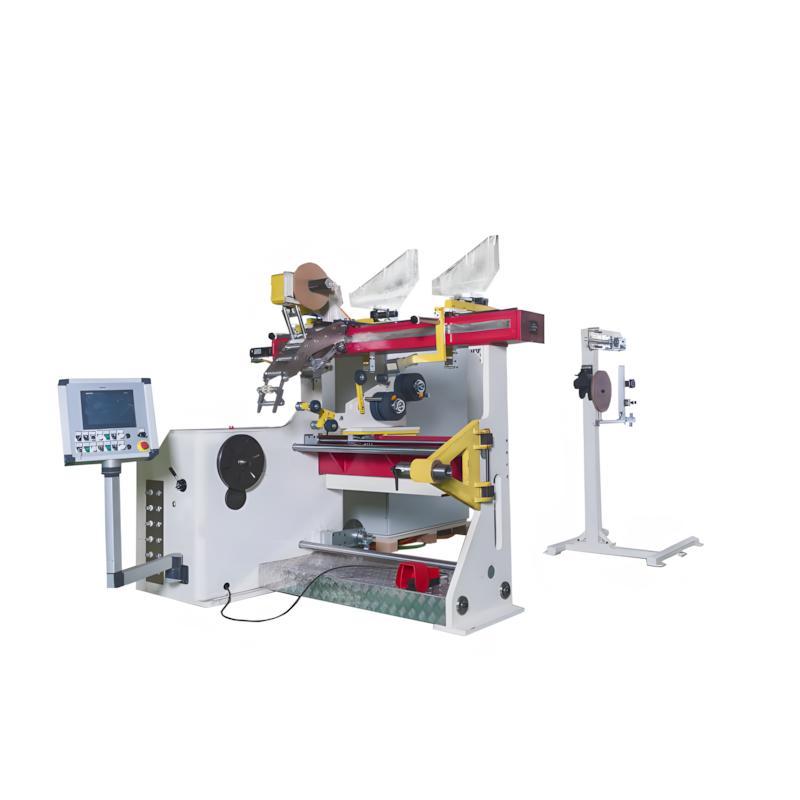
I praktiska tillämpningar kan denna expandbara och kontraktionsbara axel användas i kombination med olika automatiserade ledningsvirkmaskiner och mellanlagsspolverktyg, och används vid produktion av spolar för torrtransformatorer, oljeinneslutna transformatorer och specialtransformatorer strömförstärkare(rektifiering, dragtransformatorer, etc.). Oavsett om det gäller rund eller platt trådvirkning av koppar och aluminiumledningar, eller formning av foliespolar, deras stabila expanderande och kontraherande fasthållningsprestanda kan förbättra noggrannheten och produktiviteten i spolvirkningen. Samtidigt passar de för små serier anpassning och storskalig produktion, och är viktiga hjälpmedel för spolbearbetning inom energiutrustningsindustrin.
Maskinskapsammansättning
Hög precision återspeglas huvudsakligen i två kärnindikatorer: axiell samstämmighet (0,002-0,005 mm) och kontroll av ändflätsvallning. De direkta effekterna är följande: ① Precis axiell samstämmighet kan säkerställa vindingstätheten och rundheten vid virvelvinding av transformator, vilket undviker nedbrytning av isoleringsprestanda eller minskad ledningskapacitet orsakad av lagerförskjutning; För noggranna arbetsdelar som givrar och skurnycklar kan det säkerställa att mättoleranserna efter bearbetning uppfyller standarden och undviker monteringsavvikelser under sammansättning; ② Noggrann kontroll av ändflätsvallning kan säkerställa att de båda ändarna av virveln är plana, vilket minskar luckofel under efterföljande sammansättning; För bearbetade arbetsdelar kan det undvika snedställning och ojämnhet vid ändflätsbearbetning, vilket säkerställer monteringsprecisionen och stabiliteten hos arbetsdelen.
Skillnaderna och urvalsslogiken är följande: (1) Manuell drivtyp (till exempel Gerber 110/120-serien): klamringens omfattning är relativt liten i parametrar (4 mm-100 mm), utvidgningsmängden är måttlig (0,05-0,09 mm), prestandan fokuserar på noggrann klamring, och drift stöder sig på manuell arbetskraft. Det passar för små batchar av precisionsdelar, små spolevindningar eller scenarier med låg automatisering i verkstaden; (2) Elkraftdriven typ (som SMW Autoblok EMX-C-serien): med en större klamringsomfattning (25 mm-120 mm) och högre utvidgningskapacitet (1,0-1,2 mm) i termer av parametrar, kan den maximala överföringstorque nå 400 Nm, och prestandan fokuserar på hög effektivitet och tung belastning. Den har en hög grad av automatisering och är lämplig för storskalig produktion, behandling av stora arbetsstycken, stor kapacitets spolevindning, eller verkstadsautomatiserade monteringslinjer. Vid val bör prioritet ges till matchning av egen produktionskapacitet och arbetsstyckes specifikationer (storlek/vikt), och därefter fattas beslut baserat på nivån av verkstadsautomatisering
Det centrala arbetssättet är att uniformt expandera klemelementet i kärnaxeln radiellt genom manuell eller mekanisk drivning, vilket ger klemstöd för arbetsstycket/spolen; När bearbetningen/vindningen är färdig minskar kärnaxeln i diameter, vilket underlättar snabb avformning. I jämförelse med traditionella fasta kärnaxlar löser det tre stora smärtpunkter: ① Traditionella fasta kärnaxlar är svåra att demontera, vilket lätt kan leda till skador på spolen/arbetsstycket, medan utvidgbara kärnaxlar kan avmonteras utan skada genom att minska och avforma; ② Traditionella kärnaxlar har dålig anpassningsförmåga, där endast en typ av arbetsstycke motsvarar en specifikation. Utvidgbar kärnaxel har ett brett klemområde (4 mm-120 mm) och stöder även icke-standardiserad anpassning; ③ Traditionell kärnaxels klem- och justeringstid är lång, och utvidgningsmuffan på utvidgbar kärnaxel kan snabbt bytas ut, vilket drastiskt minskar inställningstiden och ökar produktions effektiviteten i batchproduktion.