| Znamka | Switchgear parts |
| Model št | Razširjeni vrat transformerja |
| Največja dolžinska razdalja | 1100mm |
| največja zunanja premer | 200mm |
| Serija | EM-200 |
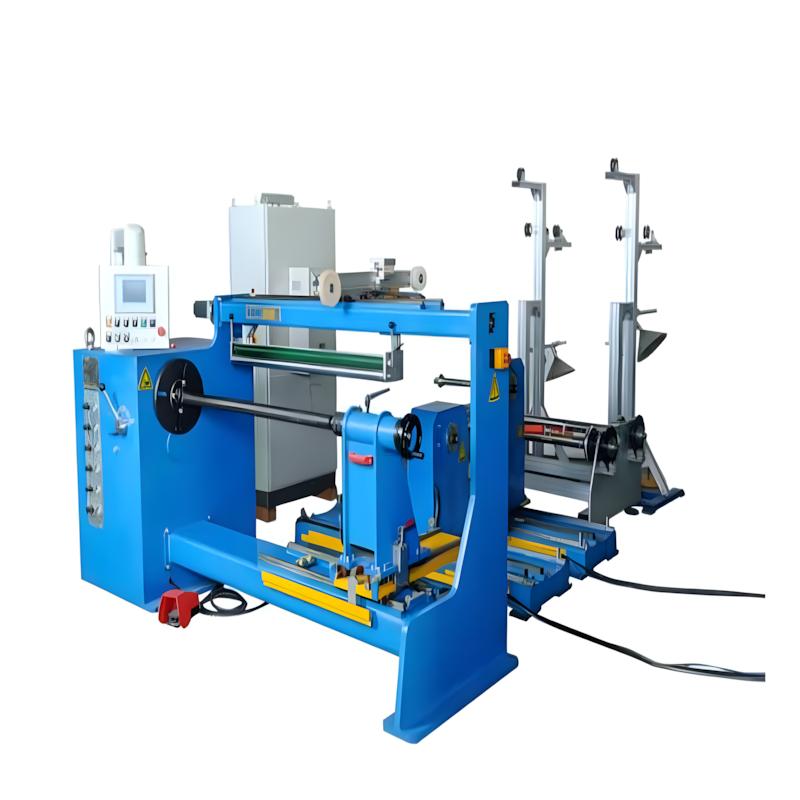
Razširjiva os je ključna pomožna oprema za navijalne stroje, zasnovana posebno za postopek navijanja bobin elektromagnetskih komponent, kot so transformatorji in reaktorji. Skozi natančno prilagoditev velikosti bobine in prilagojeno proizvodnjo zagotavlja stabilno podporo in pozicioniranje pri oblikovanju bobin.
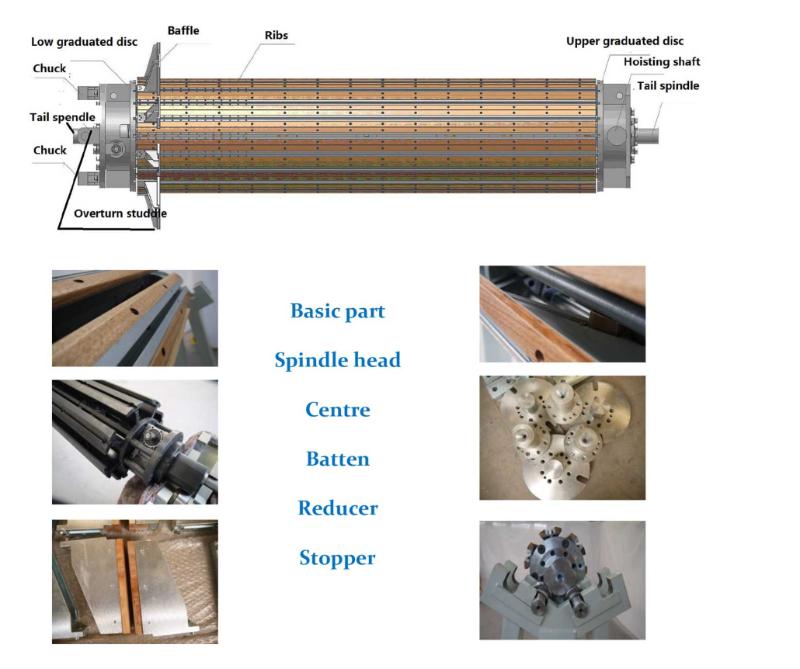
Ta razširjiva in skračujoča os je združljiva s tremi strukturnimi tipi: pravokotni, eliptični in krožni, in se lahko prilagodi različnim zahtevam po obliki bobin. Parametri velikosti jedra (L1=1515,5 mm, L2=1313,5 mm, L3=1100 mm, D2=200 mm itd.) lahko zadovoljijo zahteve za obdelavo različnih specifikacij bobin. Oprema deluje skupaj preko glave glavnega vratila, centralne ravninskih testen, snovi za zmanjšanje hitrosti in drugih osnovnih komponent, ter je opremljena z zgornjimi in spodnjimi kazalci, ograjami, šibicami in drugimi komponentami, da doseže natančno pozicioniranje, zateganje in fiksiranje med postopkom navijanja bobin, učinkovito preprečujejo odmikanje in rahlost bobin ter zagotavljajo enakomerno gostoto navijanja.
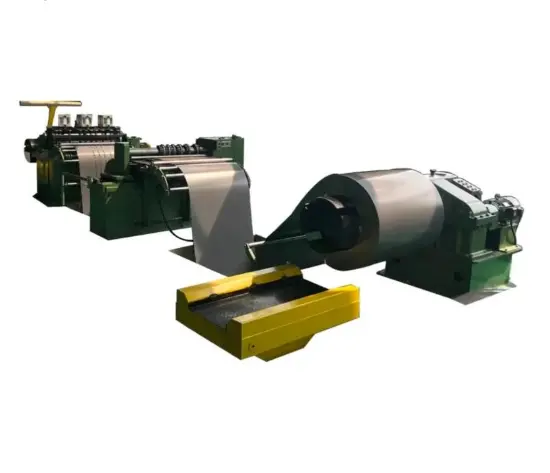
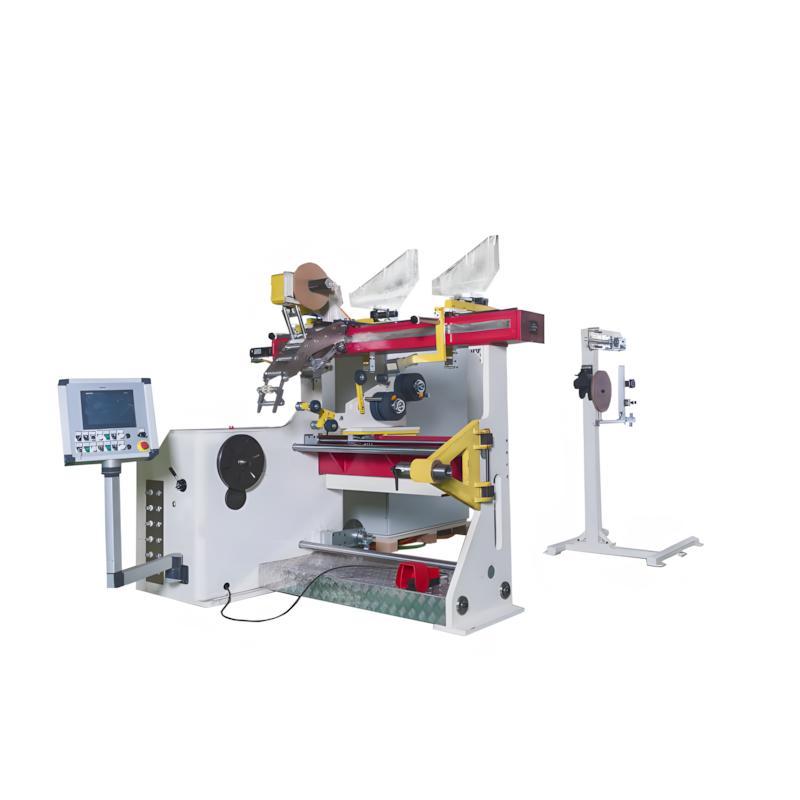
V praktičnih aplikacijah se ta razširjiva in skračujoča os lahko uporablja v kombinaciji z različnimi avtomatskimi stroji za navijanje vodil in stroji za navijanje medplastne izolacije, in se široko uporablja pri proizvodnji bobin za suhe transformatorje, v maščobni transformatorje in posebne transformatorje IEE-Business power transformers (pravilni, vlečni transformatorji itd.). Če gre za navijanje okroglih ali ravninskih vodil iz bakra in aluminija ali oblikovanje folijskih bobin, njihova stabilna razširjiva in skračujoča zategalska zmogljivost lahko izboljša natančnost in učinkovitost navijanja bobin. Hkrati so primerne za male serije prilagojenih proizvodov in velike proizvodne scenarije, in so ključna pomožna oprema za obdelavo bobin v industriji proizvodnje električne opreme.
Sestava stroja
Visoka natančnost se predvsem odraža v dveh ključnih kazalnikih: soosrednjenosti (0,002-0,005 mm) in kontroli skakanja končne ploskve. Neposredni učinki so naslednji: ① Natančna soosrednjenost zagotavlja gostoto in krožnost med ovijanjem bobnin transformatorja, izogibajo pri tem degradaciji izolacijskih lastnosti ali zmanjšanju učinkovitosti prevodnosti zaradi mešanja med sloji; Za natančne delce, kot so ozubenke in režeči orodja, to zagotavlja, da po obdelavi ustrezajo standardom dimenzionalnih toleranc, izogibajo pa se tudi odklonom prilagajanja med montažo; ② Natančna kontrola skakanja končne ploskve zagotavlja ravno obliko na obeh koncih bobnine, zmanjšuje napake prazninja med nadaljno montažo; Pri obdelavi delcev to preprečuje naklon in neravnotežje pri obdelavi končne ploskve, kar zagotavlja natančnost in stabilnost montažnega dela.
Razlike in logika izbire sta naslednji: (1) Ročni pogon (na primer Gerber 110/120 serija): obseg stiskanja je glede na parametre relativno majhen (4 mm-100 mm), širjenje je umjereno (0,05-0,09 mm), usposobljenost se osredotoča na natančno stiskanje, delovanje pa je odvisno od ročne sile. Ustreza za obrabo natančnih delov v majhno serijo, male navije, ali scenarije z nizko stopnjo avtomatizacije v delavnicah; (2) Pogon s pomočjo energije (na primer SMW Autoblok EMX-C serija): z večjim obsegom stiskanja (25 mm-120 mm) in višjo zmogljivostjo širjenja (1,0-1,2 mm) glede na parametre, največja prenosa sil trenja doseže 400 Nm, usposobljenost pa se osredotoča na visoko učinkovitost in težko breme. Stopnja avtomatizacije je visoka in ustrezna za velikoprodukcijsko proizvodnjo, obrabo velikih delov, navije z visokim kapacitom, ali scenarije avtomatske montažne linije v delavnici. Pri izbiri bi morali biti prednost dana prilagoditvi lastne proizvodne zmogljivosti in specifikacij delov (velikost/teža), potem pa se odločite glede na raven avtomatizacije delavnice
Osnovni delovni princip je enakomerno radialno razširjanje priklopne komponente jedrskega vratca ročno ali z močnim pogonom, s čimer se doseže podpora in priklop dela/cevki; Po zaključku obdelave/navijanja se jedrski vratci skupijo, kar zmanjša njihov premer in olajša hitro izvlečenje. V primerjavi z tradicionalnimi fiksni jedrskimi vratci reši to tri glavne težave: ① Tradični fiksni jedrski vratci so težko odstranjevalni, kar lahko povzroči poškodbo cevke/dela, medtem ko se razširjeni jedrski vratci brez poškodbe odstranijo z zmanjšanjem in izvlečenjem; ② Tradični jedrski vratci imajo slabo prilagodljivost, kjer ustreza le en vrsta dela enemu standardu. Razširjeni jedrski vratci imajo širok obseg priklapa (4mm-120mm) in podpirajo tudi nestandardno prilagoditev; ③ Priklop in nastavljanje tradicionalnih jedrskih vratkov traja dolgo, medtem ko se razširna matica na razširjenih jedrskih vratkih lahko hitro zamenja, kar veliko zmanjša čas nastavitev in poveča učinkovitost partni proizvodnje.