| Merke | Switchgear parts |
| Modellnummer | Transformer utvidbar spak |
| Maksimal lengdeavstand | 1100mm |
| maksimalt ytre diameter | 200mm |
| Serie | EM-200 |
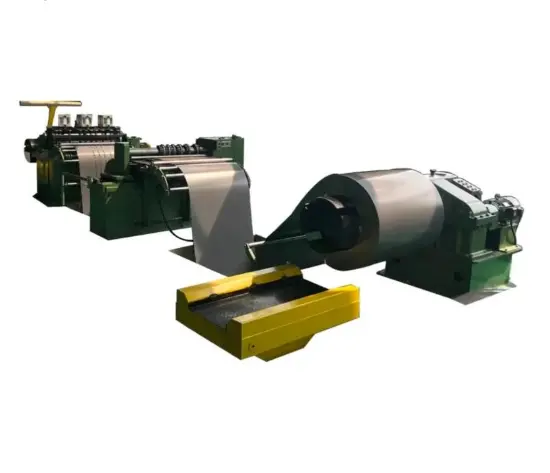
Utvidbar mandrel er kjerne-tilbehør for vindingsmaskiner, spesielt utviklet for spolevindingprosessen av elektromagnetiske komponenter som transformatorer og reaktorer. Gjennom nøyaktig tilpasning av spolestørrelse og tilpasset produksjon, gir den stabil støtte og posisjonering for spoleformingen.
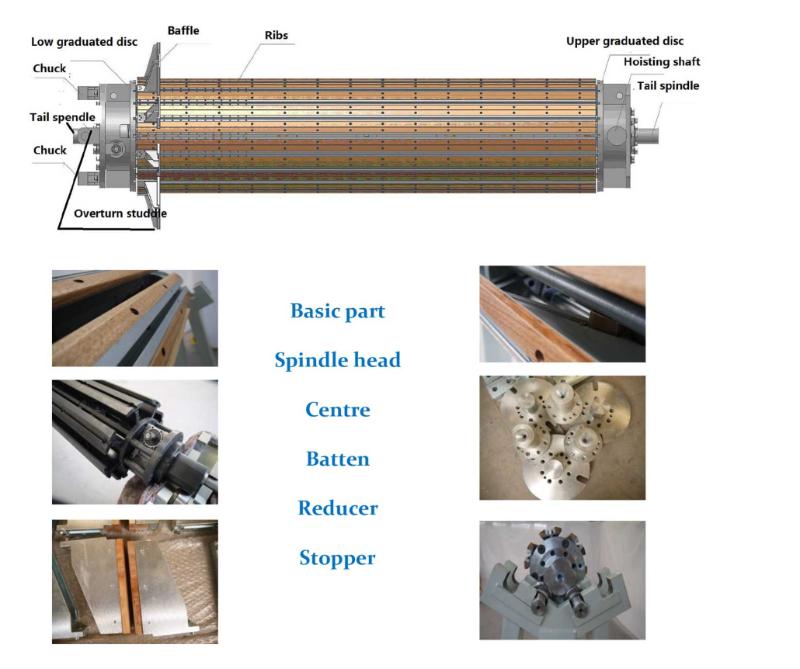
Denne utvidbare og trekkebare kjerneskafta er kompatibel med tre strukturelle typer: rektangulær, oval og sirkulær, og kan tilpasse seg ulike spoleformkrav. Kjernestørrelsesparametre (L1=1515.5mm, L2=1313.5mm, L3=1100mm, D2=200mm, osv.) kan dekke behandlingskravene for ulike spesifikasjoner av spoler. Utstyret fungerer sammen gjennom hovedskafthode, sentral flatnudel, reduksjonskasse og andre grunnleggende komponenter, og er utstyrt med øvre og nedre visere, skjerminger, klemmer og andre komponenter for å oppnå nøyaktig posisjonering, klemming og fastsetting under spolevindingprosessen, effektivt unngå spoleforflytning og løshet, og sikre jevn vindingtettleik.
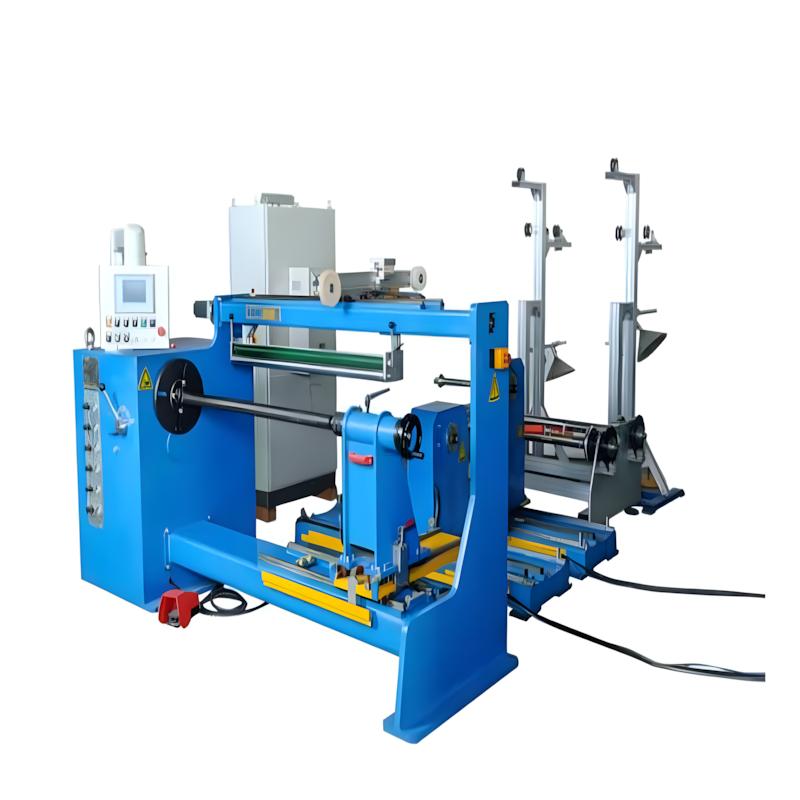
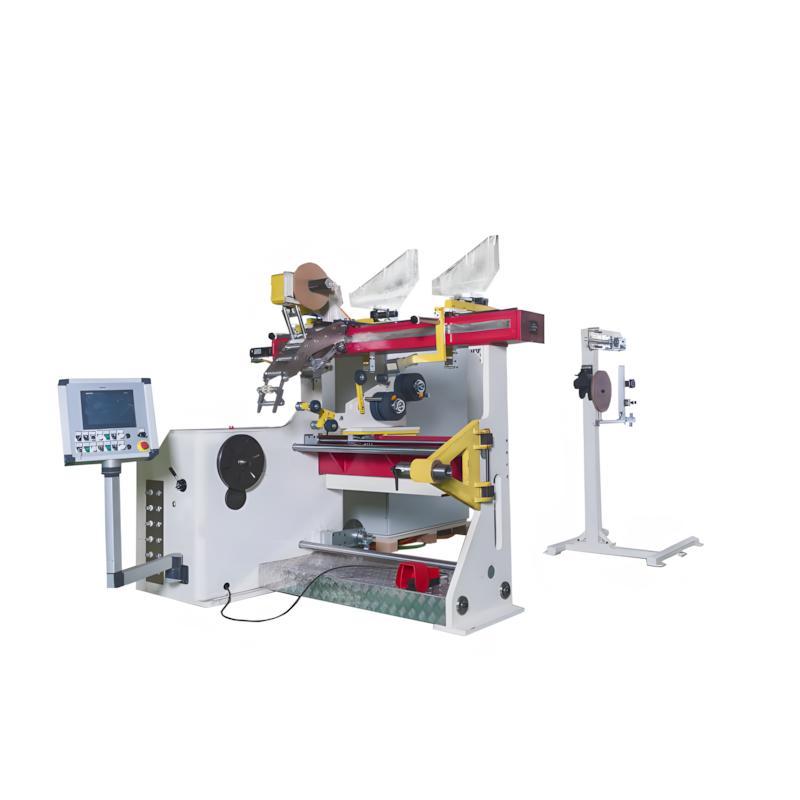
I praksis kan denne utvidbare og trekkebare kjerneskafta brukes i kombinasjon med ulike automatiske ledervindingmaskiner og mellomlag isolasjonsvindingmaskiner, og er bredt anvendt i produksjonen av spoler for tørtransformatorer, oljebeholdtransformatorer, og spesialtransformatorer IEE-Business power transformers(rettifiserende, trekktransformatorer, etc.). Uansett om det er rund eller flat trådvinding av kobber og aluminiumledere, eller formingen av foliespoler, deres stabile utvidbare og trekkebare klemmeyte kan forbedre nøyaktigheten og produksjoneffekten av spolevinding. Samtidig er de egnet for små serieproduksjon og masseproduksjonsscenarier, og er nøkkeltilbehør for spolebehandling i kraftutstyrindustrien.
Maskinoppbygging
Høy presisjon uttrykkes hovedsakelig gjennom to kjerneindikatorer: aksialitet (0,002-0,005 mm) og kontroll av endeflaks. Den direkte innvirkningen er som følger: ① Nøyaktig aksialitet kan sikre vindingtettleiken og rundheten under vinding av transformatorspoler, unngå at isolasjonsytingen forringes eller ledeffektiviteten reduseres på grunn av lagforvikling; For nøyaktige arbeidspisser som tannhjul og skjærverktøy, kan det sikre at toleransene etter bearbeiding oppfyller standarden og unngå monteringsavvik under montering; ② Nøyaktig kontroll av endeflaks kan sikre at de to endene av spolen er flate, redusere gapfeil under senere montering; For bearbeidede arbeidspisser kan det unngå helning og uregelmessighet i endebearbeiding, sikre monteringsnøyaktigheten og stabiliteten til arbeidspissen.
Forskjellene og valglogikken er som følger: (1) Manuell drevetype (som Gerber 110/120-serien): spenningsområdet er relativt lite i parametere (4mm-100mm), utvidelsesmengden er moderat (0,05-0,09mm), ytelsen fokuserer på nøyaktig spenning, og operasjonen er avhengig av manuell arbeidskraft. Den er egnet for små serier med nøyaktig delbehandling, liten spolevinding eller scenarier med lav automatisering i verkstedet; (2) Drevdrevet type (som SMW Autoblok EMX-C-serien): med et større spenningsområde (25mm-120mm) og høyere utvidelseskapasitet (1,0-1,2mm) i parametere, kan maksimal overføringsmoment være 400Nm, og ytelsen fokuserer på høy effektivitet og tung last. Den har en høy grad av automatisering og er egnet for storproduksjon, behandling av store arbeidsplasser, høy kapasitets spolevinding, eller verkstedautomatiseringsscenarier. Når det gjelder valg, bør prioritet gis til å matche egen produksjonskapasitet og arbeidsplassespesifikasjoner (størrelse/vekt), og deretter ta beslutninger basert på nivået av automatisering i verkstedet
Kjerneprinsippet er å utvide klemmelementet på kjernaksen jevnt i radiell retning gjennom manuell eller mekanisk drev, for å oppnå klemmestøtte for arbeidspart/spolet; Når bearbeiding/vinding er fullført, trekker kjernaksen seg sammen for å redusere diameteren, noe som gjør det lettere å raskt dempe. I sammenligning med tradisjonelle faste kjernakser løser dette tre store smertesteder: ① Tradisjonelle faste kjernakser er vanskelige å demontere, noe som lett kan føre til skade på spolet/arbeidspart, mens utvidbare kjernakser kan fjernes uten skade ved å trekke seg sammen og dempe; ② Tradisjonelle kjernakser har dårlig tilpasningsevne, med bare én type arbeidspart som svarer til én spesifikasjon. Utvidbare kjernakser har et bredt klemmeområde (4mm-120mm) og støtter også ikke-standardtilpassing; ③ Klemming og justeringstiden for tradisjonelle kjernakser er lang, og utvidbare kjernakser kan hurtig bytte utvidelsessokk, noe som reduserer innstillingstiden betydelig og øker effektiviteten ved partiproduksjon.