| Бренд | Switchgear parts |
| Модель нөмірі | Трансформаторды кеңейтетін қауырсың |
| максимальды арақашықтық | 1100mm |
| енің махсатындағы диаметрі | 200mm |
| Серия | EM-200 |
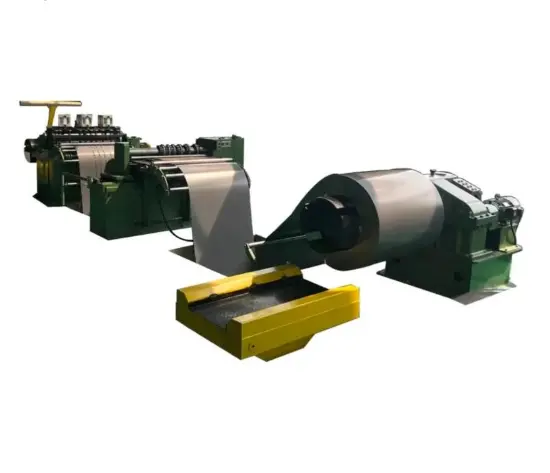
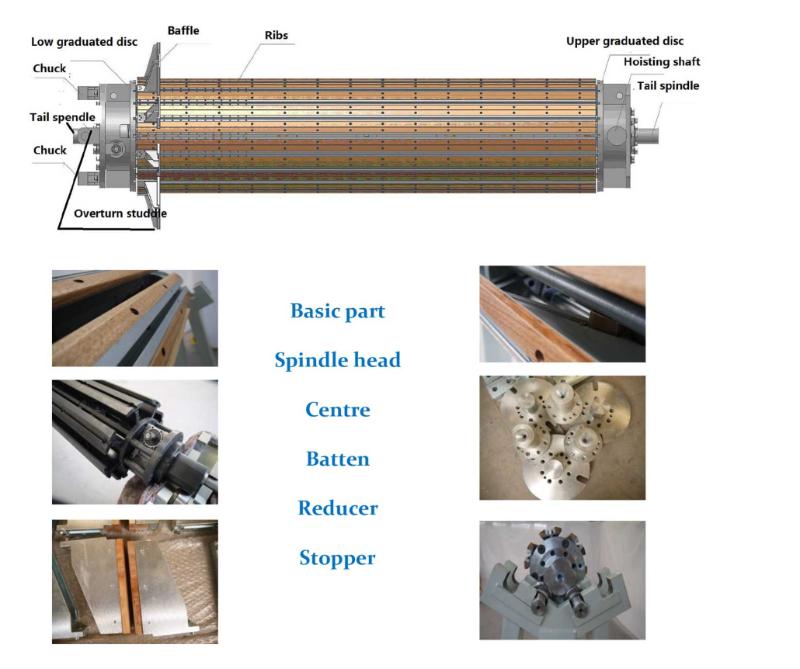
Түсірілетін мандрел - трансформаторлар мен реакторлар сияқты электромагниттік компоненттердің спираль жасау үшін арналған машиналардың негізгі көмекші құрылғысы. Спираль өлшеміне дәл сәйкестендіру және өнімдеу арқылы, ол спираль қалыптасу үшін тұрақты қолдау және орналасу береді.
Бұл түсірілетін-қысқартылатын мандрел үш структуралық түрлерге (тіктөртбұрышты, ұлуынды және шеңберді) ықыласты, және әртүрлі спираль форматтарына ықылас алады. Мандрел өлшем параметрлері (L1=1515.5мм, L2=1313.5мм, L3=1100мм, D2=200мм және басқалары) арнайы өлшемдердің спирали өңделу талаптарын қанағаттандырады. Құрылғы негізгі вал басы, орталық табан, азайтушы және басқа негізгі компоненттермен бірге жұмыс істейді, және жоғары және төмен табысқа, қарапетке, фиксаторға және басқа компоненттерге қолданылады, спираль қалыптасу процесінде дәл орналасу, басылу және бекіту арқылы, спиральдың қажетсіздікпен жылжып кетуін және қолайлы болуын еффективті түрде тымыстырады, және бірдей спираль тығыздығын қамтамасыз етеді.
Жетістікте, бұл түсірілетін-қысқартылатын мандрел автоматты жолмен жүру құрылғылары және арасындағы диэлектрикалық материалды жүру құрылғыларымен бірге қолданылады, және суық трансформаторлар, май құюшы трансформаторлар және арнайы трансформаторлар IEE-Business(түзету, тарту трансформаторлары және басқалары) үшін спираль өндіруде кеңінен қолданылады. Бұл меди немесе алмастық проводтарының толық немесе терең құйылғанынан, не фольга спиралерінің қалыптасуынан, олардың тұрақты түсірілетін-қысқартылатын басылу қасиеті спираль қалыптасу өнімділігін және дәлдігін жақсартады. Олар жеңіл деңгейде өнімдерді жасау және өте үлкен өнімдерді жасау сценарийлеріне ықылас алады, және энергетикалық құрылғылар өндіру индустриясында спираль өңдеудің негізгі көмекші құрылғылары болып табылады.
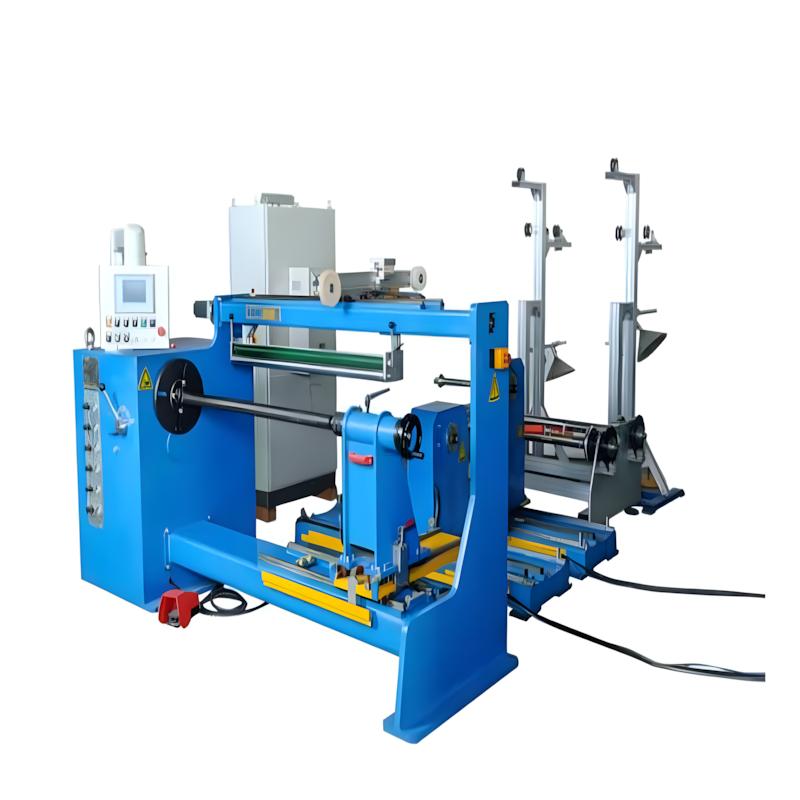
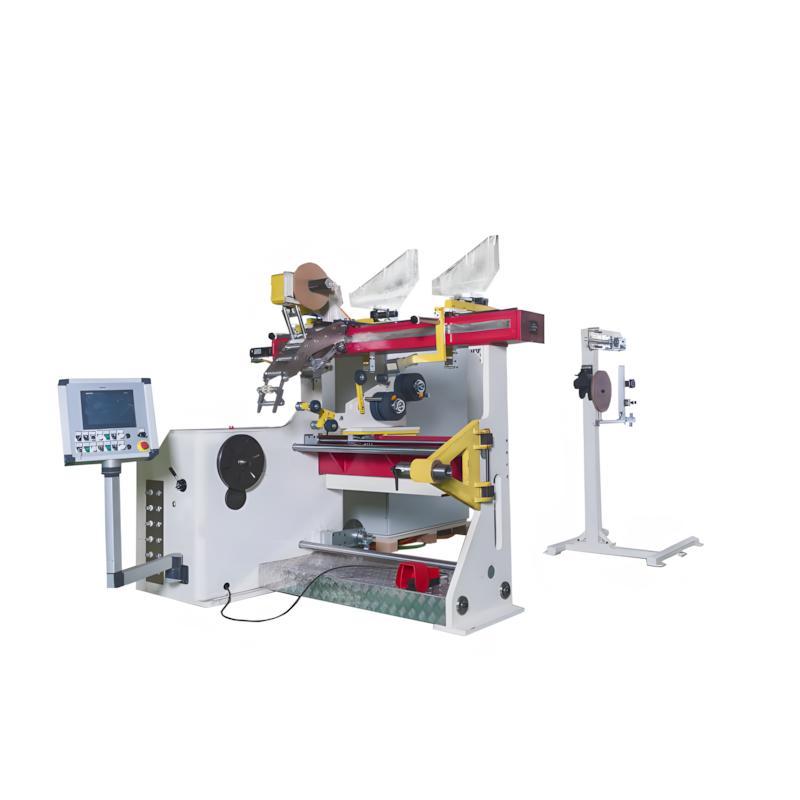
Машина құрамы
Жоғары дәлдік негізінен екі негізгі көрсеткіште жеткілікті түсіндірілетін: коаксиальдылық (0,002-0,005 мм) және ұшының ауытқуын басқару. Бұл түрлі әсерлерге әкеледі: ① Тура коаксиальдылық трансформатордың спиралін ойнату кезінде спираланың тығыздығы мен дөңгелектігін қамтамасыз етуге мүмкіндік береді, деңгейлер арасындағы қатыстыру үшін изоляция қабілетінің жеңілдетілуін немесе өткізгіштік қабілетінің азайтуын болдырмақ; Дәл деталдар, мисалы, шестернялар және қаңтар құралдары үшін, олардың өңделген өлшемдері стандартты қанағаттандыратындығын және қосу кезінде қатыстыру қателерін болдырмақ; ② Ұшының ауытқуын дәл басқару спираланың екі ұшының теңдігін қамтамасыз етуге мүмкіндік береді, соңғы қосу кезінде зияттық қателерін азайтуға; Өңделген деталдар үшін, бұл олардың ұшының процесінде қырғылау және теңсіздіктерден сақтауға, деталдың қосу дәлдігі мен стабилдігін қамтамасыз етуге мүмкіндік береді.
Айырмашылықтар және таңдау логикасы төмендегідей: (1) Келесі типтерді еліктеу (мысалы, Gerber 110/120 сериясы): параметрлер бойынша ұстаптау аралығы салыстырмалы алғанда кіші (4мм-100мм), кеңейтілу мөлшері орташа (0.05-0.09мм), жұмыс істеу дәлдігіне басымды болады, және иш-ақырына қолмен енгізіледі. Бұл түрдегі еліктеме кіші партиялық дәл елестетушылық детальдарды өңдеу, кіші рулондерді айналдыру немесе өнеркәсіптік автоматтау деңгейі төмен болатын ауызшағыларға қолайлы; (2) Электр күшімен жүгіртілетін тип (мысалы, SMW Autoblok EMX-C сериясы): параметрлер бойынша ұстаптау аралығы (25мм-120мм) және кеңейтілу мөлшері (1.0-1.2мм) көбірек, максималды жүріс моменті 400Нм-ге жетеді, және жұмыс істеу үшін жоғары үздік және қатты жүкке басымды болады. Бұл түрдегі еліктеме жоғары деңгейде автоматталған және үлкен өлшемдегі өндіру, үлкен детальдарды өңдеу, үлкен рулондерді айналдыру немесе өнеркәсіптік автоматтау жолағына қолайлы. Таңдау кезінде, бірінші орында өзіңіздің өндіру қабілетіңіз мен деталь параметрлеріңізді (өлшем/салмақ) қамтамасыз етуге ұмтылу керек, содан кейін өнеркәсіптік автоматтау деңгейіне байланысты шешім қабылданады.
Негізгі жұмыс принципі - оқшау элементін көлденең арқылы қолмен немесе энергияның көмегімен радиалды түрде теңсіздіктен бас тарту, жұмыс заты/спираль үшін оқшау қолдауын жеткізу; өңдеу/спиралялау аяқталғаннан кейін, көлденең диаметрін азайту арқылы, оны тез демпинг етуді ыңғайластыру. Традиционды фиксациялы көлденеңге салыстырушы болғанда, үш негізгі қиналған нүктені шешеді: ① Традиционды фиксациялы көлденеңдер демонтажы қиын, бұл спираль/жұмыс затына зиян келтіруге әкелуге мүмкіндік береді, ал кеңейтілетін көлденеңді кішірейтіп, демпинг ету арқылы зиянсыз түрде алуға болады; ② Традиционды көлденеңдер қолданылатын жұмыс заттарға жоғары адаптивтілік бермейді, бір түрінің бір өлшеміне соғатын, ал кеңейтілетін көлденең (4мм-120мм) ширек оқшау аймағы бар, ол сондай-ақ стандартты емес өлшемдерді қабылдайды; ③ Традиционды көлденеңдерді оқшау және қайта қою уақыты ұзақ, ал кеңейтілетін көлденеңдің кеңейтілетін қабырғасы тез ауыстырылады, бұл орнату уақытын өте азайтады және партиялық өндірудің эффективтілігін жоғарылатады.