| Marka | Switchgear parts |
| Model Zenbakia | Transformadoreko zabalgarriko mandrela |
| Hiru distantziaren luzera maximoa | 1100mm |
| Zuhaitza kanpoko diametro handiena | 200mm |
| Serie | EM-200 |
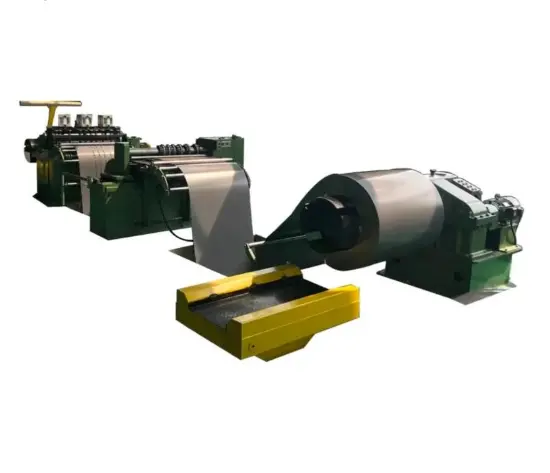
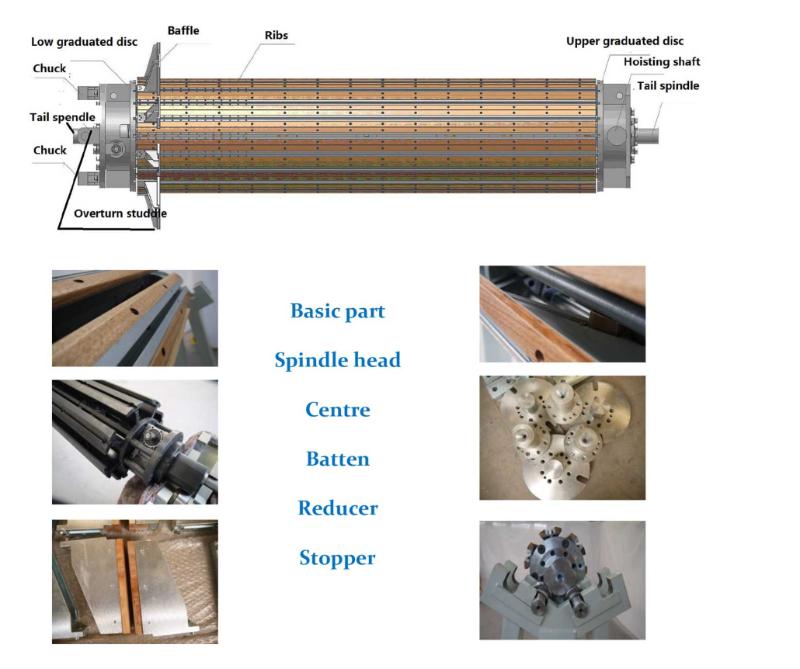
Zabalgarri mandrila helikoa ekoizten duten maquinak erabiltzen dituzten tresna nagusiak dira, transformator eta reaktore elektromagnetiko horietako koiluen helikatzeko prozesuaren zentzuan diseinatuak. Koilen tamainuarekin doitu egiten du eta produktu pertsonalizatua eskaintzen du, koilei formarazi ahal izateko oinarri solida eta kokapen estabilizatua emanda.
Kokapen hau hiru egoeretan erabil daiteke: laukizuzen, eliptikoa eta zirkularra, eta koilei desberdinetarako egokitzen da. Nukleoaren parametroak (L1=1515,5mm, L2=1313,5mm, L3=1100mm, D2=200mm, etab.) koilei desberdinetarako prozesuak bete ditzakete. Tresna hau axela nagusia, plaka zentrala, redutorea eta beste osagai oso asko batera dago konpondu, goiko eta beheko disku, barruko elementuak, moka eta bestelako osagai gehiago ditu, koilei kokapen zehatza, itsasaldi eta finkatzea helikatzerakoan lortzeko, koilen desplazamendua eta joera galtzen saiatuz, eta helikadura dentsitate uniformea aseguratuz.
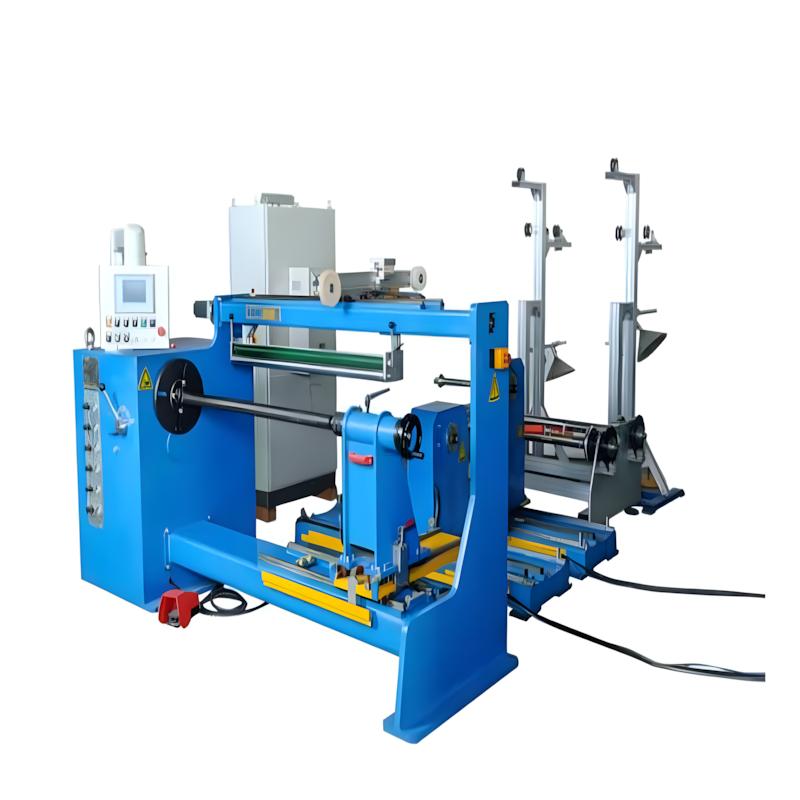
Aldizkari aplikazioetan, kokapen hau zabalgarri eta txikitgarri mandrilak automatizatutako hilo-helikatzeko maquinak eta geruza arteko isolamendu helikatzeko maquinak erabili ahal ditu, eta erabili ohi da transformator sekula, transformator oliu-beste eta transformator bereiztu transformator-indarrak(errektifikazio, traktion transformator, etab.). Hala ere, kobreko edo aluminioko hiloko heliketa biribil edo laukizuzena, edo folio koilei formarazi, hauen kokapen zabalgarri eta txikitgarriaren prestakuntza estabilizatua helikaduraren zehaztasuna eta produzio-efizientzia hobetzen lagun dezake. Aldiz, tresna hau erabil daiteke mezu neurriko pertsonalizazioa eta handi neurriko produzio eskaerrako, eta indarraren tresnaldun fabrikazio industrian koilei prosesaratzeko tresna garrantzitsuak dira.
Maquina osagaiak
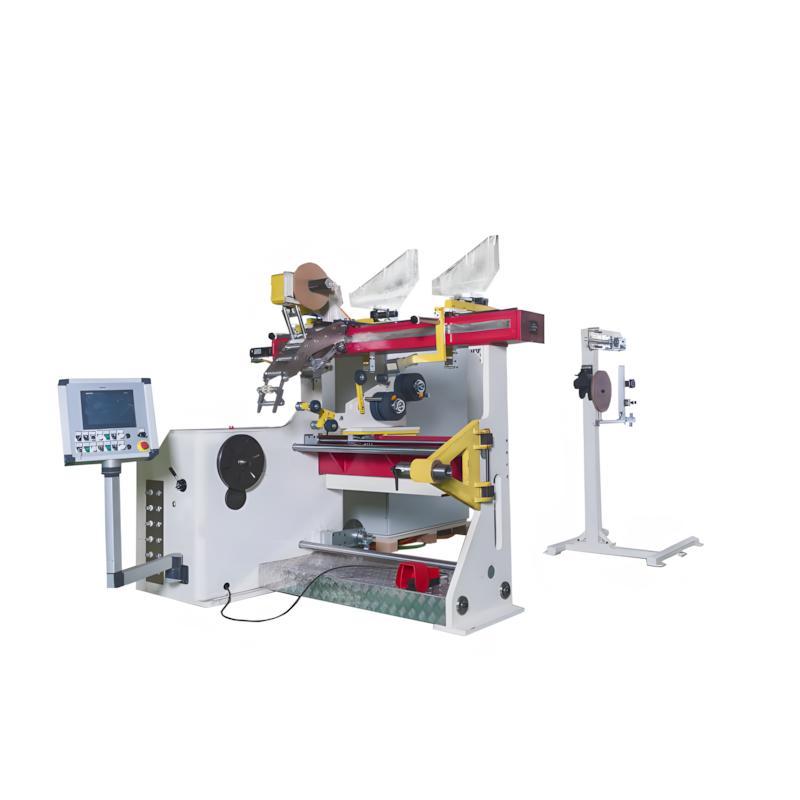
Alto zehaskideak bi nukleu-indikadore nagusietan adierazten da: koaxialtasuna (0.002-0.005mm) eta amaieran duen kontrola. Ezaugarri horien eragin zuzena hau da: ① Koaxialtasun zehatza transformator-ren espiralaren lerrokapenezko dentsitatea eta biribildasuna bermatzeko ahalbidetzen du, geratzen diren isolamenduaren ezaugarri hobetzeko edo konduktibitate-efizientzia murrizteko elkarren ondoan dagoen desbideratzeetatik saiatuta; presizio-altuaren osagaietarako, hala nola errotar eta ebaki-eskutitzentzat, mekanizatzearen ostean neurri-tolerantziak bete behar ditu estandarraren arabera, eta kokatu artean agertzen diren desbideratzeetatik saiatuta; ② Amaiera-n ahultasun zehatza koadroaren bi amaierak lau egiten ditu, geroago kokatzean agertzen diren tarteen erroreak gutxitzen ditu; mekanizatze-prozesuetarako osagaietan, amaieran duen ekintzak eta inorretasuna saihesteko laguntzen du, osagaiaren kokatu-zehaztasuna eta estabilitatea bermatuz.
Erreferentziak eta aukeratze logika hauek dira: (1) Mando eskuzko mota (adibidez, Gerber 110/120 seriea): parametroetan, erretentzeko tamaina txikiagoa da (4mm-100mm), hedapena oso zentzu handia du (0.05-0.09mm), prestazioak doitu egiten ditu erretentzeko, eta funtzionamendua mando eskuzkoa da. Oso ondo dago hondartzeko loturren mehe neurriko pieza batzordeen prozesuan, hondarren karratu txikien gainean edota lanbideko automatizazio-maila oso baxuko kasuetan; (2) Indarra emandako mota (adibidez, SMW Autoblok EMX-C seriea): parametroetan, erretentzeko tamaina handiagoa da (25mm-120mm) eta hedapena altuagoa (1.0-1.2mm), transmititzen den momentu maximoa 400Nm izan daiteke, eta prestazioak indar handiko eta efizientzia altuaren gainean oinarritzen dira. Automatizazio-maila altua du eta oso ondo dago produktion handiko, tamainu handiko pieza batzordeen prozesuan, kapasitate handiko hondarren karratu gainean edo lanbideko lerro assembelatzeko automatizatuen kasuetan. Aukeratzean, lehentasuna euren produktion eginlekuaren eta pieza batzordeen ekipamenduaren (tamaina/peso) alderditan duen arteko batasunari eman behar zaio, eta gero, lanbideko automatizazio-mailaren arabera erabakitzen da.
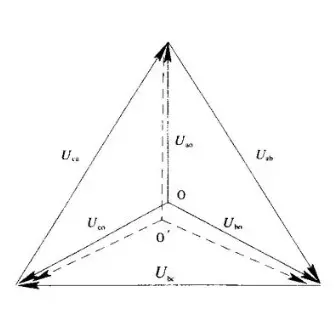
Nukleuaren funtsezko printzipioa da nukleu-zilindroaren klempan elementua eskuz edo indar bidez manuan zirkunferentziarra hedatzea, horrela lanerari/koilean klempan sostengoa ematen diola; Prozesatzea/iturtzea amaitzean, nukleu-zilindroak diametroa txikitzen du, hala erabilgarriagoa bihurtzen den moldatu azkar. Konparatzen da tradizionalen nukleu-zilindroekin, hiru arazo nagusi konpontzen ditu: ① Tradizionalen nukleu-zilindro finkoak desmontatzeko oso zailak dira, koila/lanerari zerrenda egin dezakeela, baina hedagarriak diren nukleu-zilindroek moldatuta txikitzean eta desmontatzean zerrendarik gabe kendu ahal dute; ② Nukleu-zilindro tradizionalen egokitasuna txikiagoa da, lanerako mota bakarrak nukleu-zilindro jakin bat beharko duela. Nukleu-zilindro hedagarriak klempan maila oso handia du (4mm-120mm) eta normaren kanpo personalizazioa ere onartzen du; ③ Nukleu-zilindro tradizionalen klempan eta doitzeko denbora luzea da, nukleu-zilindro hedagarriak hedapena gordegu leunkor bat bilakatuz, haien instalazio denbora askoz laburragoa da, partzuzaletasun-produktzioaren efizientzia handitzen duena.