१ आविष्कारको प्रेरणा
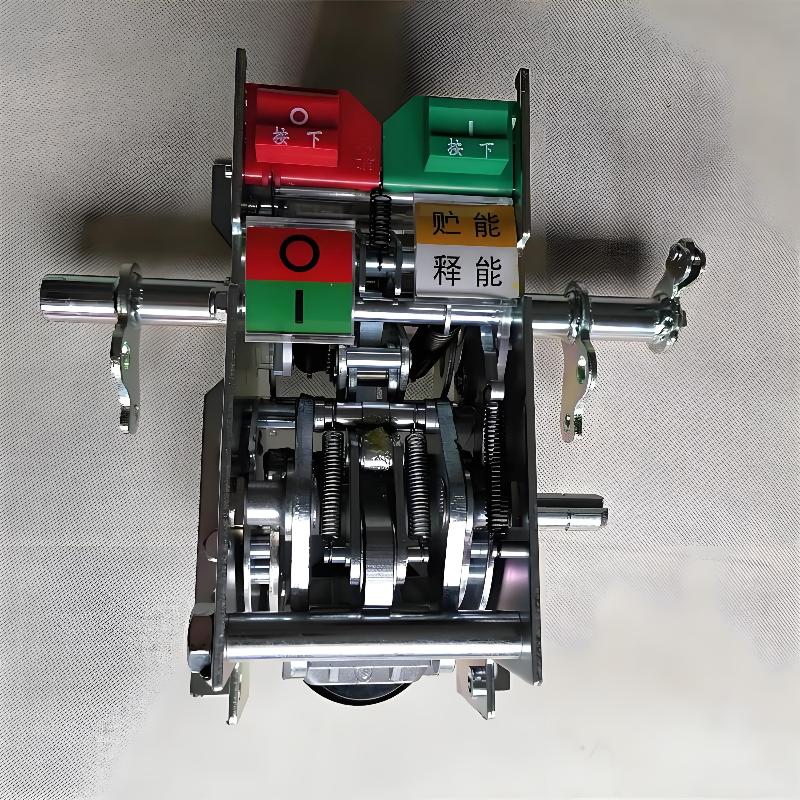
नियमित यान्त्रिक विशेषताको परीक्षण (बन्द/खुल्ने समय, गति, खुल्ने को दूरी, अतिरिक्त-यात्रा, तीन-फेज असंगति, उछलने समय आदि) १० किलोवोल्ट आन्तरिक वायु निर्वात परिपथ ब्रेकरको लागि महत्वपूर्ण छ, यसले विश्वसनीय बिजली आपूर्ति र ग्रिडको स्थिरता सुनिश्चित गर्छ। निर्माताहरू सामान्यतया घुमाउँदो संपर्क रेखीय सेन्सर विधि प्रयोग गर्छन्, किनभने यो रेखीय प्रसारण रोड र घुमाउँदो संपर्क बीचको सुसंगत गति वक्र द्वारा प्रदर्शनलाई यथार्थ रूपमा प्रतिबिम्बित गर्छ।
परीक्षणलाई सुगत बनाउन, निर्माताहरू सेन्सर-सम्बन्धी बिल्टी होलहरू र परीक्षण रैकहरू थप्छन्। तर, स्थापित गतिकारी चासिसले रोडको तल रोक्दछ, यसकारण रैक-आधारित सेन्सर स्थापना आवश्यक हुन्छ - यसलाई विशेष उपकरण बिना ठैक्का अथवा अव्यावहारिक छ, यसले रेखीय सेन्सरको संचालन जटिल बनाउँछ।यात्रा पैरामिटर इनपुट आवश्यक रोटेशन सेन्सरहरू (काम गर्ने विकल्प) छन्, तर धेरै ब्रेकरहरूमा ठीक फ्लाइड अंतिम छेद छैन, यसकारण एउटा नयाँ ट्रान्झिशन जन्टले फ्लाइडमा विश्वसनीय रोटेशन-सेन्सर सम्बन्धन सुगत बनाउँछ।
२ ट्रान्झिशन जन्टको नवीन तकनीक
२.१ तकनीकी आवश्यकता
रोटेशन सेन्सर र मुख्य फ्लाइडको अंतिम भाग बीच विश्वसनीय सम्बन्धन सुनिश्चित गर्न, निम्न तीन मुख्य समस्याहरूलाई हल गर्नुपर्छ:
ट्रान्झिशन जन्ट स्थापना गर्ने पछि, परिपथ ब्रेकरको क्रैंक आर्म मुख्य फ्लाइडको केन्द्र रेखा र सेन्सर कप्लिंगको अक्षीय केन्द्र रेखा सुसंगत हुनुपर्छ, यानी एकाइक केन्द्र बनाउनुपर्छ।
ट्रान्झिशन जन्ट ठोक्दा, यसको घुमाउँदो कोण परिपथ ब्रेकरको क्रैंक आर्म मुख्य फ्लाइडको चलने समयको घुमाउँदो कोणसँग सुसंगत हुनुपर्छ, र मुख्य फ्लाइडको घुमाउँदो बाहिरको घुमाउँदो छैन, यानी मुख्य फ्लाइडको बाहिरी घुमाउँदोलाई जित्नुपर्छ।
ट्रान्झिशन जन्ट ठोक्दा, अक्षीय चलन छैन। यो भनेको अक्षीय चलनलाई दबाउन समस्या हल गर्ने कठिनता छ, यानी अक्षीय चलनलाई दबाउनुपर्छ।
२.२ समाधानहरू
(१) परिपथ ब्रेकरको क्रैंक आर्म मुख्य फ्लाइडको बाहिरी वृत्तको मशीनरी परिशुद्धता टोलरेन्स ०.०१ मिमी भित्र नियन्त्रण गरिन्छ। त्यसैले, मुख्य फ्लाइडको बाहिरी वृत्तलाई पूर्णतया प्रयोग गरेर ट्रान्झिशन जन्टको केन्द्र रेखा अवस्थित गर्न सकिन्छ, यसले एकाइक केन्द्र बनाउन मद्दत गर्छ।
(२) क्रैंक आर्म संघटनको आवश्यकता बाट, परिपथ ब्रेकरको क्रैंक आर्म मुख्य फ्लाइडमा ८ मिमी वा १० मिमी (केही भिन्नता सहित) चौडाईको कुन्सी विधि निर्मित गरिन्छ, र यसको त्रुटि ०.०१ मिमी भित्र नियन्त्रण गरिन्छ, जसले ८.८-ग्रेड M8 र M10 उच्च-ताकतको बोल्टहरूको बाहिरी व्याससँग पूर्णतया मेल खाँदछ, यसले मुख्य फ्लाइडको बाहिरी घुमाउँदोलाई जित्न मद्दत गर्छ।
(३) ट्रान्झिशन जन्ट ठोक्दा, ठूलो पैमानामा अक्षीय चलन वा महत्वपूर्ण अक्षीय बलको घटना छैन। वायु निर्वात परिपथ ब्रेकरको गति मापन रोटेशन सेन्सरको लागि अक्षीय चुम्बकीय आकर्षण फिक्सित ट्रान्झिशन जन्ट निर्माण गर्न सफल भएको छ, जसले क्रैंक आर्म मुख्य फ्लाइडको बाहिरी वृत्तलाई प्रयोग गरेर अक्ष रेखा अवस्थित गर्न मद्दत गर्छ।
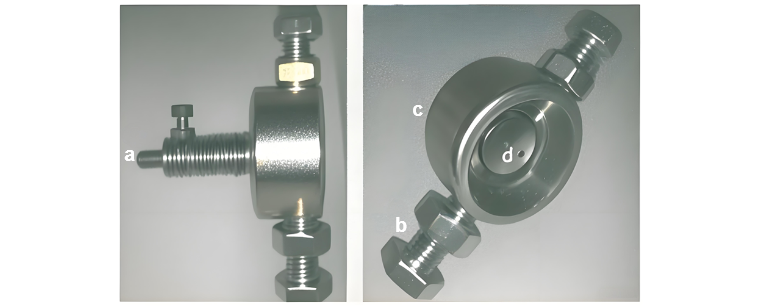
डिजाइन योजनामा, ६० मिमी लामी र ४० मिमी व्यासको Q235A लोहाको रोड चुनिएको छ, जसलाई लेथमा वृत्ताकार पूर्ण-बन्द संरचनामा मशीन गरिन्छ। अगाडीको अन्तःव्यास ३२ मिमी भित्र निर्मित गरिएको छ, जसको आकार त्रुटि ०.०१ मिमी भित्र नियन्त्रण गरिएको छ यसले फ्लाइड अंतिम भागसँग पूर्णतया फिट गर्न मद्दत गर्छ; पुच्छलाई १२ मिमी व्यासको वृत्ताकार रोडमा मशीन गरिन्छ सेन्सर सम्बन्धनको लागि। शरीरको दुई विपरीत भागमा ८ मिमी अन्तःव्यासका दुई वृत्ताकार छेद छानिएको छ र M8 र M10 उच्च-ताकतको बोल्टहरू स्थापना गर्न टप गरिएको छ।
१६ मिमी व्यास र २ मिमी मोटाईको एक मजबूत चुम्बकीय शीट खरिद गरिएको छ। शरीरको पुच्छ वृत्ताकार रोडमा एउटा छेद छानिएको छ यसले फ्लाइड कप्लिंगसँग सम्बन्धन गर्ने ट्रान्झिशन कनेक्टिंग रोड निर्माण गर्न मद्दत गर्छ। पूरा संरचना चित्र १ मा देखाइएको छ:
३ अनुप्रयोगको प्रभाव
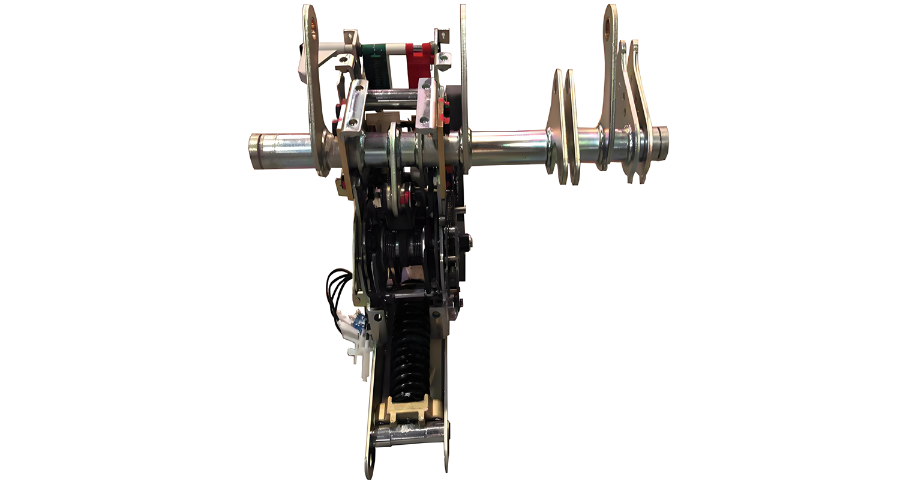
रोटेशन सेन्सरको समग्र सम्बन्धन ट्रान्झिशन जन्ट प्रयोग गरी पूरा गरियो, र क्षेत्रीय परीक्षणको प्रभाव चित्र ३ मा देखाइएको छ। रोटेशन सेन्सर ट्रान्झिशन जन्टको डिजाइन र निर्माण पूरा गर्दा, फ्लाइड अंतिम भागमा रोटेशन सेन्सर ट्रान्झिशन जन्टको लागि एक थ्रेड्डेड होल भएको VS1-12 आन्तरिक वायु निर्वात परिपथ ब्रेकर चयन गरियो। एउटा समान परिपथ ब्रेकर यान्त्रिक विशेषता परीक्षक प्रयोग गरी, मूल ट्रान्झिशन जन्ट र लीड स्क्रू स्थापना लिने रोटेशन सेन्सर ट्रान्झिशन जन्ट दुई प्रकारको परीक्षण तुलना गरियो।
मूल ट्रान्झिशन जन्टसँग तुलना गर्दा, तीन ग्रुपको स्व-परीक्षण मापन डाटामा दशमलव दुई स्थान भित्र फरक थियो (वास्तविक मापन परिणाममा एक दशमलव स्थान बाँकी छ), यसले यस ट्रान्झिशन जन्टको स्थिरता राम्रो छ; लीड स्क्रू स्थापना लिने ट्रान्झिशन जन्टसँग तुलना गर्दा, तीन ग्रुपको मापन डाटामा दशमलव दुई स्थान भित्र फरक थियो (वास्तविक मापनमा एक दशमलव स्थान बाँकी छ), यसले यसको डिजाइनको मापन पर्याप्तता मान्य छ।
वास्तविक प्रयोगमा, M8 वा M10 उच्च-ताकतको बोल्टहरूको अंतिम भाग जुन फ्लाइड अंतिम भागको कुन्सी विधिसँग मेल खाँदछ, उनीहरूको खराबी धेरै देखिन्छ। त्यसैले, सामान्यतया, प्रत्येकको लागि २-३ बिट्सले बोल्टहरू प्रदान गरिन्छ। यदि एक नगण्य घुमाउँदो छात्र छ भने, तिनीहरूलाई तुरुन्तै बदल्नुपर्छ। सामान्यतया, ३० युनिट परीक्षण गर्दा नयाँ बोल्टहरू बदल्नुपर्छ।