1 Tło innowacji
Regularne testy charakterystyk mechanicznych (obejmujące czas zamykania/otwierania, prędkość, odległość otwarcia, przepręczanie, asynchronizm trójfazowy, czas odbijania itp.) są kluczowe dla wewnętrznych przerywań próżniowych o napięciu 10 kV, zapewniając niezawodne zaopatrzenie w energię i stabilność sieci. Producenci zwykle stosują metodę liniowego czujnika ruchomego kontaktu do testów, ponieważ dokładnie odzwierciedla on wydajność poprzez spójne krzywe ruchu między liniowym wałem napędowym a ruchomymi kontaktami.
Aby ułatwić testowanie, producenci dodają śruby do połączenia czujników oraz stojaki do testów. Jednakże, zamontowane w szafie napędowa podstawa blokuje dolną część wału, co wymaga montażu czujnika na stojaku – często niedostępnego lub niemożliwego do wykonania na miejscu bez specjalistycznego sprzętu, co sprawia, że obsługa liniowego czujnika jest pracochłonna. Chociaż czujniki rotacyjne (wymagające wprowadzenia parametrów przejazdu) stanowią obejście, wiele przerywań nie posiada odpowiednich otworów na końcu wału do sprzęgania. W związku z tym nowa przegubowa nakładka umożliwia niezawodne połączenie czujnika rotacyjnego z wałem, upraszczając instalację.
2 Innowacyjna technologia przegubowej nakładki
2.1 Wymagania techniczne
Aby zagwarantować niezawodne połączenie czujnika rotacyjnego z końcem głównego wału, należy rozwiązać następujące trzy główne problemy:
Po zainstalowaniu przegubowej nakładki musi być zapewnione, że oś obrotu ramienia głównego wału przerywania jest zgodna z osią obrotową sprzęgania czujnika, tzn. zachowanie współosiowości.
Po zamocowaniu przegubowej nakładki kąt obrotu musi być zgodny z kątem obrotu ramienia głównego wału przerywania podczas ruchu, a nie powinno wystąpić dodatkowego obrotu oprócz obrotu głównego wału, tzn. pokonanie zewnętrznego obrotu głównego wału.
Po zamocowaniu przegubowej nakładki nie powinno wystąpić ruchu osiowego. Jest to również trudność w rozwiązaniu problemu połączenia, tzn. tłumienie ruchu osiowego.
2.2 Rozwiązania
(1) Tolerancja dokładności obróbki zewnętrznego okręgu głównego wału ramienia przerywania jest kontrolowana w granicach 0,01 mm. W związku z tym można w pełni wykorzystać zewnętrzny okrąg głównego wału do pozycjonowania osi przegubowej nakładki, efektywnie utrzymując współosiowość.
(2) Ze względu na potrzebę montażu ramienia, główny wał ramienia przerywania jest obrabiany z rowkami o szerokości 8 mm lub 10 mm (z pewnymi wariacjami), a błąd jest kontrolowany w granicach 0,01 mm, co dokładnie pasuje do zewnętrznej średnicy wysokowytrzymałychełbów M8 i M10 klasy 8,8, efektywnie pokonując zewnętrzny obrót głównego wału.
(3) Po zamocowaniu przegubowej nakładki nie ma elementów z dużym ruchem osiowym lub znacznym napięciem osiowym. Zamocowanie przegubowej nakładki na głównym wałku ramienia przerywania za pomocą cienkiego silnego magnesu w kształcie pierścienia może skompensować przemieszczenie osiowe czujnika spowodowane drganiami przerywania podczas pomiarów, efektywnie tłumiąc ruch osiowy.
Dzięki pełnemu wykorzystaniu cech konstrukcyjnych przerywania, udało się pomyślnie opracować przegubową nakładkę z magnetyczną fiksacją osiową dla czujnika rotacyjnego do pomiaru prędkości przerywania próżniowego, która wykorzystuje zewnętrzny okrąg głównego wału ramienia do pozycjonowania osi.
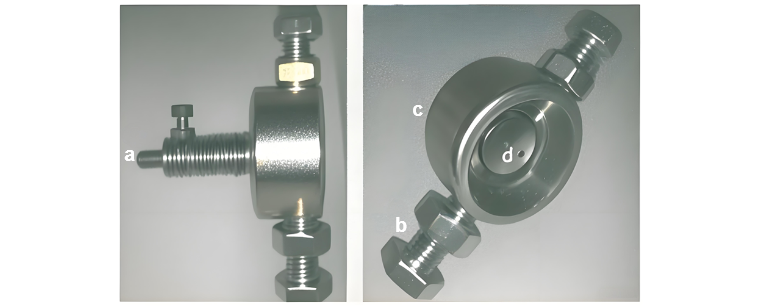
Zgodnie z projektem, jako formę surową wybrano stalową sztychtę Q235A o długości 60 mm i średnicy 40 mm, która została obrabiana na tokarce w pełnie zamkniętą strukturę kołową. Średnica wewnętrzna przedniej części została obrabiana na 32 mm z błędem wymiarowym kontrolowanym w granicach 0,01 mm, aby zapewnić precyzyjne dopasowanie do końca wału; tył został obrabowany na pręt o średnicy 12 mm do połączenia z czujnikiem. Na przeciwległych stronach korpusu wiertono dwa okrągłe otwory o średnicy wewnętrznej 8 mm i nakręcano, aby umożliwić montaż wysokowytrzymałychełbów M8 i M10.
Kupiono silną magnetyczną płytę o średnicy 16 mm i grubości 2 mm. Wiertono otwór na tylnym pręcie korpusu, aby obrabić pręt połączeniowy do sprzęgania z wałem. Ukończona struktura przedstawiona jest na Rysunku 1:
3 Efekt zastosowania
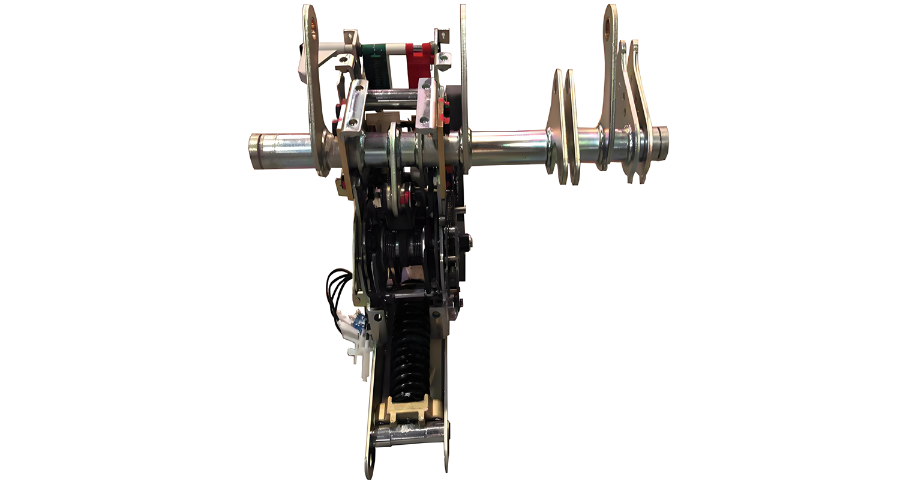
Całkowite zestawienie czujnika rotacyjnego zostało ukończone przy użyciu przegubowej nakładki, a efekt testu terenowego przedstawiony jest na Rysunku 3. Po ukończeniu projektowania i produkcji przegubowej nakładki dla czujnika rotacyjnego, wybrano wewnętrzne przerywanie próżniowe VS1-12 z gwintowanym otworem dla przegubowej nakładki czujnika rotacyjnego na końcu wału. Przeprowadzono porównawcze testy za pomocą tego samego testeru charakterystyk mechanicznych przerywania, odpowiednio z oryginalną przegubową nakładką i przegubową nakładką do montażu czujnika rotacyjnego z prowadnicą śrubową.
W porównaniu z oryginalną przegubową nakładką, różnica w trzech zestawach danych samoodczytu była w granicach dwóch miejsc dziesiętnych (rezultaty rzeczywiste zachowują jedno miejsce dziesiętne), co wskazuje, że stabilność tej przegubowej nakładki jest dobra; w porównaniu z przegubową nakładką do montażu prowadnicy śrubowej, różnica w trzech zestawach danych pomiarowych również była w granicach dwóch miejsc dziesiętnych (rzeczywiste pomiary zachowują jedno miejsce dziesiętne), co wskazuje, że dokładność pomiarowa jej projektu spełnia wymagania.
W rzeczywistym użyciu zużycie końców wysokowytrzymałychełbów M8 lub M10 pasujących do rowka jest stosunkowo widoczne. W związku z tym, ogólnie dostarczane są 2-3 rezerwowe śruby dla każdego. Jeśli wystąpi nawet niewielka luz, są natychmiast wymieniane. Zwykle nowe śruby wymaga się wymieniać po przetestowaniu około 30 jednostek.