1 Жаңартулы ортақтың орны
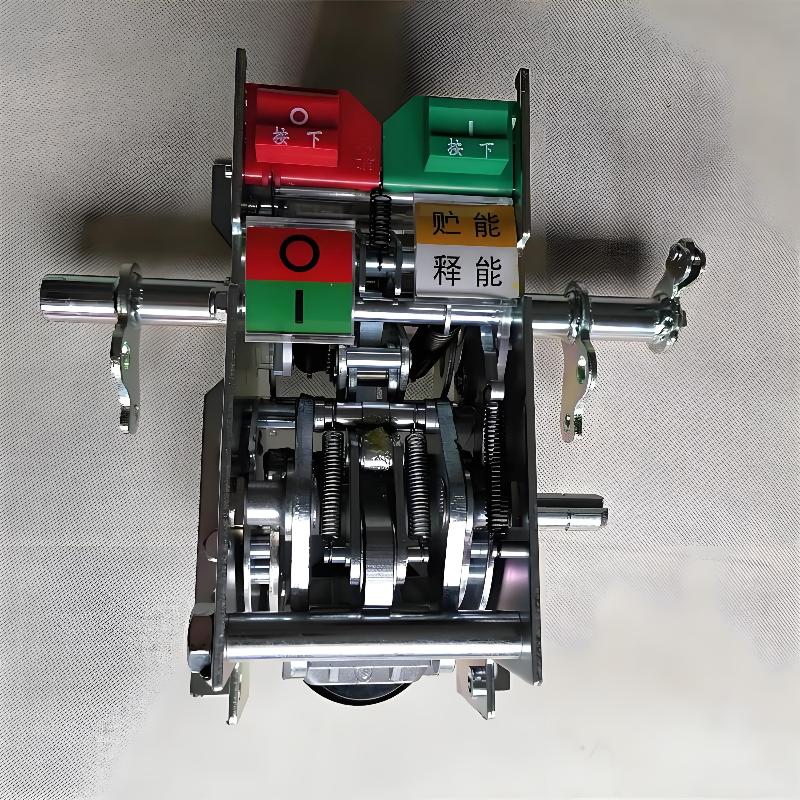
Регулярлық механикалық сипаттамалық тесттер (жабу/акшыту уақыты, жылдамдығы, ачылу аралығы, өтінім, үш фазадағы синхрондылықсыздық, жылжымайтын уақыт т.б.) 10 кВ ішкі вакуумды бөлекшілер үшін маңызды, құбылыс жеткілікті және тарманның стабилдігін қамтамасыз етеді. Өндірістіктер тиімді жылдамдық графигын көрсету үшін күйіктің сызықты өтінім датчик әдісін қолданады, бұл сызықты өтінім бұрышы мен күйіктің жылжымалы бөлшектерінің арасындағы тұрақты қозғалыс графигы арқылы деңгейін көрсетеді.
Тесттерді жеңілдету үшін өндірістіктер датчик-қосу ұшуы мен тест-кесінділерін қосады. Бірақ, орналастырылған шаң-қозғалтқыш шассисы күйіктің төменгі бөлігін қоршауы мүмкін, ол ұшуына датчик орналасуын талап етеді - бұл кезде, арнайы құрылғысыз жерде ұшуына датчик орналасуы қиын болады, мысалы, сызықты датчикпен иштеу қиын. Айналу датчиқтары (сірек параметрлерін енгізу қажет) ауыстыру ретінде қолданылады, бірақ көптеген бөлекшілерде спиндальдың соңғы ұшуына қосу үшін тура ұшуы жоқ. Сондықтан, жаңа аралық басқытқыш спиндальдың соңғы ұшуына датчикты қосуға қолданылатын жаңа аралық басқытқыш жасалған, орналасуы жоюланады.
2 Аралық басқытқыштың жаңартылған технологиясы
2.1 Техникалық талаптар
Айналу датчикпен негізгі спиндальдың соңғы ұшуына қолданылатын тиімді қосу үшін, төмендегі үш негізгі есепке шешім берілуі керек:
Аралық басқытқыш орналастырылғаннан кейін, бөлекшінің күйіктің негізгі спиндаль центрлік сызығы сенсорлық ұшуының аксиалды центрлік сызығымен бірге болуы керек, яғни, коаксиалды центрлік болуы керек.
Аралық басқытқыш сүйірілгеннен кейін, айналу бұрышы бөлекшінің күйіктің негізгі спиндаль арқылы қозғалуымен бірге болуы керек, ал негізгі спиндальден тышқы айналу болмауы керек, яғни, негізгі спиндальдың тышқы айналуын жеңу керек.
Аралық басқытқыш сүйірілгеннен кейін, аксиалды қозғалу болмауы керек. Бұл да қосу есебін шешудің қиындығы, яғни, аксиалды қозғалуды басу.
2.2 Шешімдер
(1) Бөлекшінің күйіктің негізгі спиндальдың сыртқы доғасының өңделу дәлдігі 0,01 мм аралығында қолданылады. Сондықтан, негізгі спиндальдың сыртқы доғасы аралық басқытқыштың центрлік сызығын орналастыру үшін пайдаланылатын, коаксиалды центрлікті тиімді сақтай алады.
(2) Күйікті орналастыру үшін, бөлекшінің күйіктің негізгі спиндаль 8 мм немесе 10 мм (біраз өзгерістері бар) енінде құрылған, өңделу қателігі 0,01 мм аралығында қолданылады, бұл M8 және M10 жоғары деңгейлі болттардың сыртқы диаметріне тиімді сәйкес келеді, негізгі спиндальдың тышқы айналуын жеңеді.
(3) Аралық басқытқыш сүйірілгеннен кейін, үлкен масштабтағы аксиалды қозғалу немесе маңызды аксиалды күшті қолданатын компоненттер жоқ. Аралық басқытқышты бөлекшінің күйіктің негізгі спиндальға циркуляр қысқа заттармен күйіріп, өлшемдер арқылы бөлекшінің қозғалысынан пайда болған датчиктың аксиалды қозғалуын басуға қолданылады, аксиалды қозғалуды тиімді басады.
Бөлекшінің құрылымдық қасиеттерін толық қолдану арқылы, біз вакуумды бөлекшінің өлшемдерді алу үшін айналу датчикпен қолданылатын аксиалды магниттік ұстау қолданылатын аралық басқытқышты жасадық, бұл күйіктің негізгі спиндальдың сыртқы доғасын пайдаланып, аксиалды сызықты орналастырады.
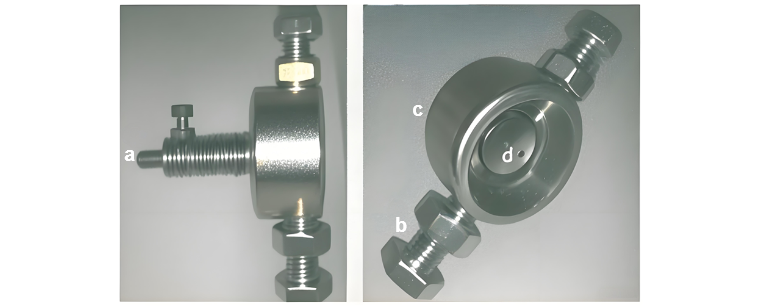
Дизайн схемасына қарай, 60 мм ұзындығы, 40 мм диаметрінің Q235A демір балықтан таңдалған, бұл токарь станокта циркуляр толық жабық құрылымға өңделеді. Алдыңғы ұшының ішкі диаметрі 32 мм-ге өңделеді, өлшем қателігі 0,01 мм аралығында қолданылады, спиндальдың соңғы ұшуына тиімді қосу үшін; артындағы ұшы 12 мм диаметрінде циркуляр балыққа өңделеді, датчикке қосу үшін. Дененің эң жақтарында 8 мм ішкі диаметрдің екі циркуляр ұшуы ачатын және M8 және M10 жоғары деңгейлі болттарды қосу үшін таңбаланады.
16 мм диаметрі, 2 мм қалыңдығындағы күшті магниттік тасты сатып алыңыз. Дененің артындағы циркуляр балыққа ұшу ачатын және ұшу меншікті қосу үшін аралық басқытқышты өңдейді. Аяқталған құрылым Фигуралы 1-де көрсетілген:
3 Қолдану нәтижесі
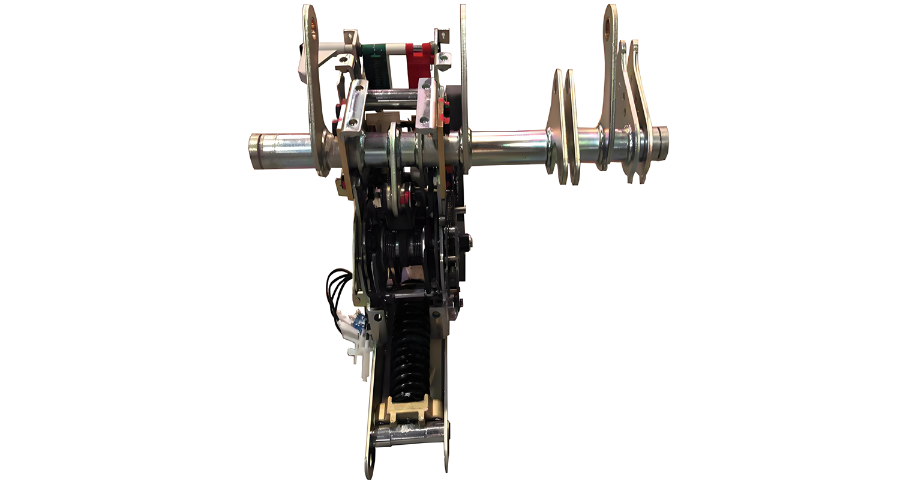
Айналу датчикпен аралық басқытқыш арқылы толық қосу жасалған, жерде тест өнімділігі Фигуралы 3-те көрсетілген. Айналу датчикпен аралық басқытқышты өнімдерлендіріп, дизайны жасалғаннан кейін, VS1-12 ішкі вакуумды бөлекшіні тандады, оның спиндальдың соңғы ұшуында айналу датчикпен аралық басқытқыш үшін ұшу бар. Негізгі бөлекшінің механикалық сипаттамаларын өлшеу құрылғысын қолданып, бастапқы аралық басқытқыш пен айналу датчикпен аралық басқытқыш үшін қосылатын болт арқылы тест салыстыру жасалды.
Бастапқы аралық басқытқышпен салыстырғанда, үш өлшемдердің өзін-өзінде өлшемдердің айырмашылығы 2 ондықтың ішінде болды (нақты өлшемдер 1 ондықты қалдырады), бұл аралық басқытқыштың стабилдігі жақсы; болт арқылы қосылатын аралық басқытқышпен салыстырғанда, үш өлшемдердің айырмашылығы да 2 ондықтың ішінде болды (нақты өлшем 1 ондықты қалдырады), бұл оның өнімділігі талап етілетін деңгейде болады.
Нақты қолданыста, M8 немесе M10 жоғары деңгейлі болттардың соңғы ұшуының құрылғысына қосылуында қатты қыртылыс пайда болады. Сондықтан, әдетте, әр қайсысына 2-3 қос болт беріледі. Егерде де бірнеше айырмашылық бар болса, олар тутын түрде ауыстырылады. Нақты, жаңа болттар 30 модулді өлшеу кезінде ауыстырылуы керек.