1 Innovationshintergrund
Regelmäßige mechanische Charakteristika-Tests (einschließlich Schließ-/Öffnungszeit, Geschwindigkeit, Öffnungsweg, Überwurf, Dreiphasen-Unsynchronität, Bounce-Zeit usw.) sind für 10 kV Innenraum-Vakuumschaltkreise von entscheidender Bedeutung, um eine zuverlässige Stromversorgung und Netzstabilität sicherzustellen. Hersteller verwenden in der Regel die Methode des linearen Sensors am beweglichen Kontakt, da sie durch konstante Bewegungskurven zwischen dem linearen Übertragungsstab und den beweglichen Kontakten die Leistung genau widerspiegelt.
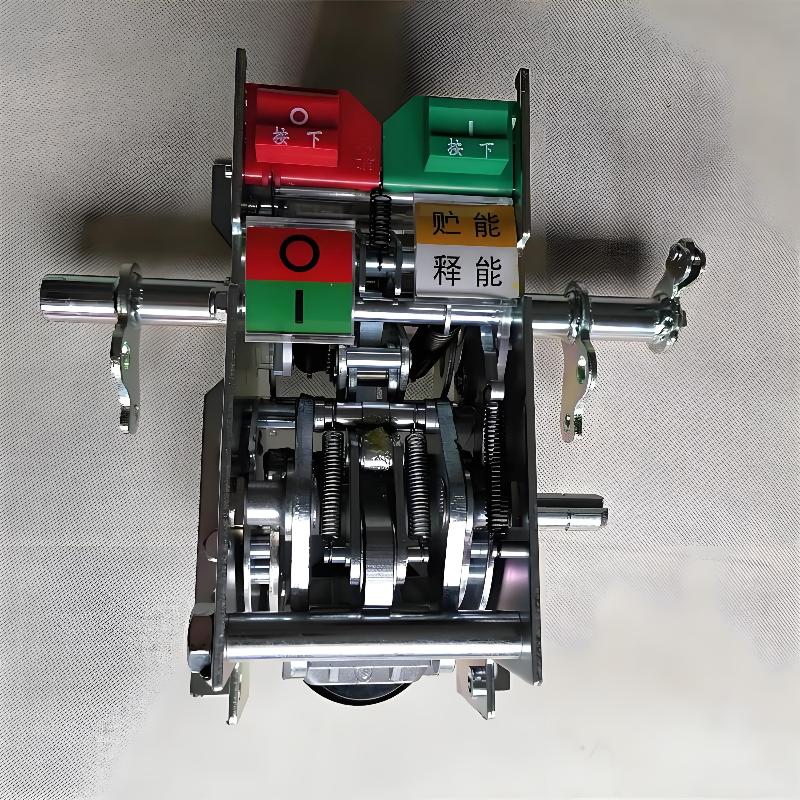
Um die Tests zu erleichtern, fügen Hersteller Schraublöcher für Sensoren und Testgestelle hinzu. Allerdings blockiert das im Schaltgerät installierte Antriegsfahrgestell den unteren Teil des Stabes, sodass eine ständerbasierte Sensorinstallation erforderlich ist – dies ist oft vor Ort ohne spezielles Gerät nicht verfügbar oder praktikabel, was die Handhabung des linearen Sensors mühsam macht. Während Drehzahlsensoren (die Eingabe von Wegparametern erfordern) als Ausweichlösung dienen, fehlen vielen Schaltkreisen geeignete Wellenendlochungen für die Kopplung. Daher ermöglicht ein neues Übergangsgelenk eine zuverlässige Verbindung des Drehzahlsensors mit der Welle, wodurch die Installation vereinfacht wird.
2 Innovative Technologie des Übergangsgelenks
2.1 Technische Anforderungen
Um eine zuverlässige Verbindung zwischen dem Drehzahlsensor und dem Ende der Hauptwelle sicherzustellen, müssen die folgenden drei Hauptprobleme gelöst werden:
Nach der Installation des Übergangsgelenks muss sichergestellt werden, dass die Mittellinie des Kurbelarm-Hauptwellen des Schaltkreises mit der axialen Mittellinie der Sensorkopplung übereinstimmt, d. h. die Achsenmittellinien müssen kongruent sein.
Nachdem das Übergangsgelenk befestigt wurde, muss der Drehwinkel mit dem Drehwinkel des Kurbelarm-Hauptwellen des Schaltkreises während der Bewegung übereinstimmen, und es darf keine zusätzliche Rotation außer der Rotation der Hauptwelle auftreten, d. h. die externe Rotation der Hauptwelle muss überwunden werden.
Nach der Befestigung des Übergangsgelenks darf es keine axiale Bewegung geben. Dies ist auch die Schwierigkeit bei der Lösung des Verbindungsproblems, d. h. die axiale Bewegung muss unterdrückt werden.
2.2 Lösungen
(1) Die Toleranz der Fertigungspräzision des Außenkreises der Hauptwelle des Kurbelarms des Schaltkreises wird auf 0,01 mm begrenzt. Daher kann der Außenkreis der Hauptwelle vollständig verwendet werden, um die Mittellinie des Übergangsgelenks zu positionieren und die Achsenmittellinien effektiv kongruent zu halten.
(2) Aufgrund der Notwendigkeit, den Kurbelarm zu montieren, wird die Hauptwelle des Kurbelarms des Schaltkreises mit Schlitznutungen einer Breite von 8 mm oder 10 mm (mit geringfügigen Variationen) verarbeitet, und der Fehler wird auf 0,01 mm begrenzt, was exakt mit dem Außendurchmesser von 8,8-Grad-M8- und M10-Hochleistungsschrauben übereinstimmt und die externe Rotation der Hauptwelle effektiv überwindet.
(3) Nachdem das Übergangsgelenk befestigt wurde, gibt es keine Komponenten mit großflächiger axialer Bewegung oder signifikanter axialer Kraft. Das Fixieren des Übergangsgelenks an der Kurbelwelle des Schaltkreises mit einem runden dünnen starken Magneten kann die durch die Betriebsvibrationen des Schaltkreises während der Messung verursachte axiale Verschiebung des Sensors kompensieren und die axiale Bewegung effektiv unterdrücken.
Durch die vollständige Nutzung der strukturellen Eigenschaften des Schaltkreises wurde erfolgreich ein axialer magnetischer Festhalteübergangsgelenk für den Geschwindigkeitsmessdrehzahlsensor des Vakuumschaltkreises entwickelt, das den Außenkreis der Hauptwelle des Kurbelarms zur Positionierung der Achsenlinie nutzt.
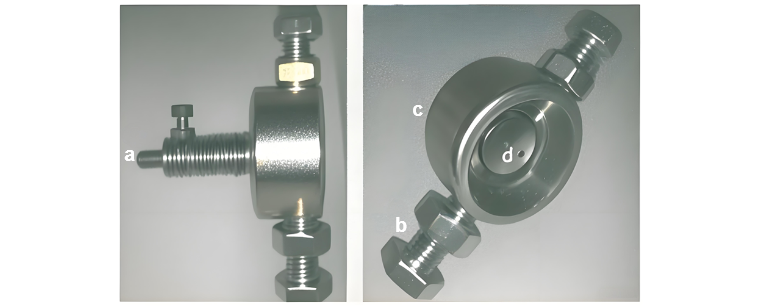
Gemäß dem Entwurfskonzept wird ein Q235A-Eisenstab mit einer Länge von 60 mm und einem Durchmesser von 40 mm als Rohling ausgewählt, der auf einem Drehmaschinen in eine runde vollgeschlossene Struktur verarbeitet wird. Der Innendurchmesser des vorderen Endes wird auf 32 mm mit einer Maßtoleranz von 0,01 mm verarbeitet, um eine präzise Passform mit dem Wellenende zu gewährleisten; der hinteren Teil wird zu einem runden Stab mit einem Durchmesser von 12 mm für die Sensorverbindung verarbeitet. Zwei kreisförmige Löcher mit einem Innendurchmesser von 8 mm werden auf gegenüberliegenden Seiten des Körpers gebohrt und für die Montage von M8- und M10-Hochleistungsschrauben gezogen.
Ein starker Magnetstreifen mit einem Durchmesser von 16 mm und einer Dicke von 2 mm wird angekauft. Ein Loch wird in den runden Stab am hinteren Ende des Körpers gebohrt, um einen Übergangsverbindungsstab für die Kopplung mit der Wellenkopplung zu verarbeiten. Die fertige Struktur ist in Abbildung 1 dargestellt:
3 Anwendungseffekt
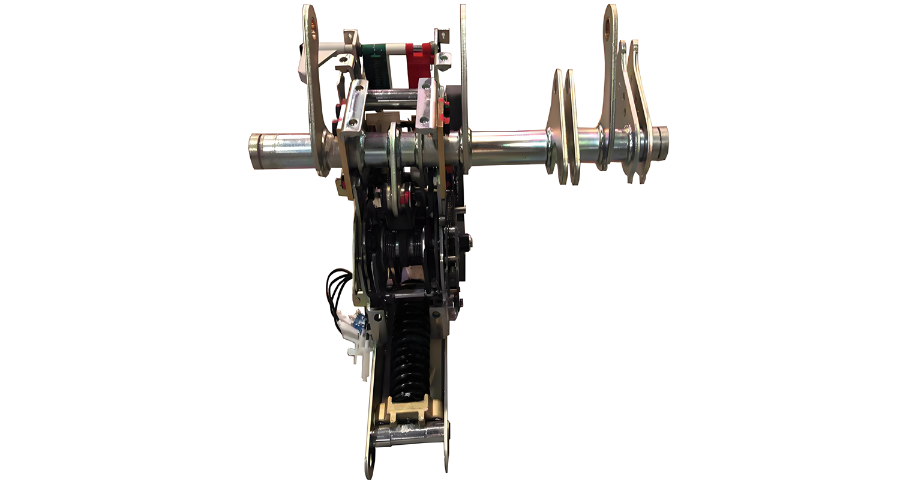
Die Gesamtmontage des Drehzahlsensors wurde mithilfe des Übergangsgelenks abgeschlossen, und der Feldtesteffekt ist in Abbildung 3 dargestellt. Nach Abschluss des Designs und der Herstellung des Übergangsgelenks für den Drehzahlsensor wurde ein VS1-12-Innenraum-Vakuumschaltkreis mit einem Gewinde für das Übergangsgelenk des Drehzahlsensors am Wellenende ausgewählt. Mit dem gleichen Schaltkreismechanik-Testgerät wurden Testvergleiche sowohl mit dem ursprünglichen Übergangsgelenk als auch mit dem Übergangsgelenk für die Installation des Drehzahlsensors mit Führungsschraube durchgeführt.
Im Vergleich zum ursprünglichen Übergangsgelenk lag die Differenz der drei Satz Selbstkontrollmessdaten innerhalb von zwei Dezimalstellen (die tatsächlichen Messergebnisse behalten eine Dezimalstelle), was darauf hindeutet, dass die Stabilität dieses Übergangsgelenks gut ist; im Vergleich zum Übergangsgelenk für die Führungsschraubeninstallation lag die Differenz der drei Satz Messdaten ebenfalls innerhalb von zwei Dezimalstellen (die tatsächlichen Messergebnisse behalten eine Dezimalstelle), was darauf hindeutet, dass die Messgenauigkeit seines Designs den Anforderungen entspricht.
In der Praxis ist der Verschleiß der Enden der M8- oder M10-Hochleistungsschrauben, die in die Schlitznuten passen, relativ ausgeprägt. Daher werden in der Regel 2-3 Ersatzschrauben pro Stück bereitgestellt. Sollte auch nur eine geringe Rotationslücke vorhanden sein, werden sie sofort ersetzt. Normalerweise müssen nach etwa 30 getesteten Geräten neue Schrauben ersetzt werden.