1 Yenilik Arka Planı
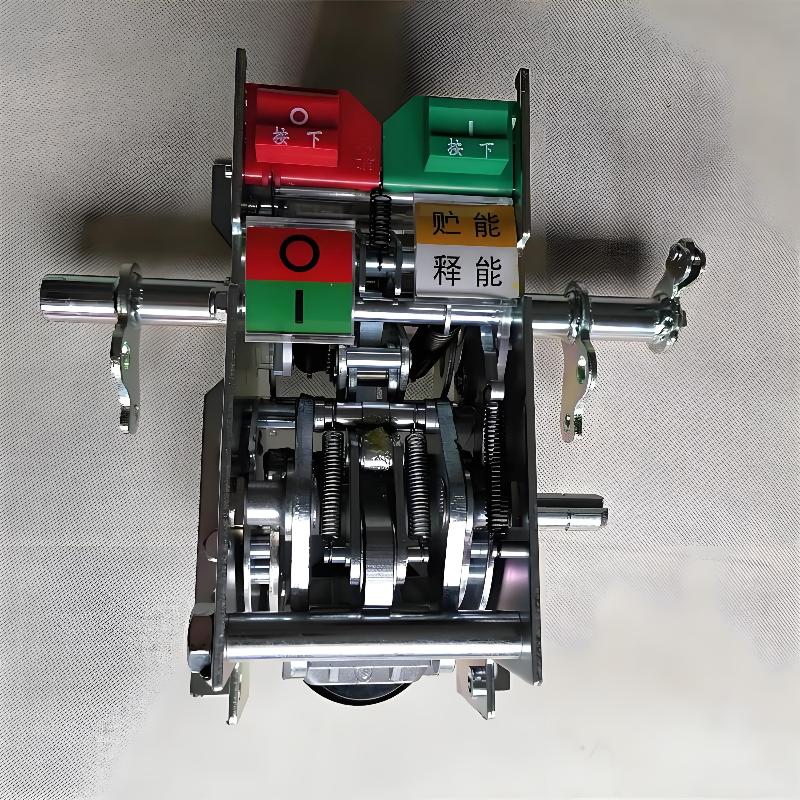
Düzenli mekanik karakteristik testleri (kapanma/açılma süresi, hız, açılış mesafesi, aşırı seyahat, üç faz asenkronluğu, sıçrama süresi vb. kapsayarak) 10 kV iç vakum devre kesicileri için güvenilir elektrik tedariki ve şebeke istikrarını sağlama açısından kritik öneme sahiptir. Üreticiler genellikle hareket eden temaslı doğrusal sensör yöntemi kullanarak test yapar, çünkü bu yöntem doğrusal iletim çubuğu ile hareket eden temaslar arasındaki tutarlı hareket eğrileri yoluyla performansı doğru bir şekilde yansıtır.
Testi kolaylaştırmak için üreticiler sensör bağlantı vidalama delikleri ve test rafları ekler. Ancak, monte edilmiş itme şasisi çubuğun alt kısmını engellediği için, raf tabanlı sensör kurulumu gerektirir. Bu, özel ekipman olmadan genellikle yerinde mevcut olmayan veya uygulanabilir olmayan durumlarda, doğrusal sensör işlemini zorlaştırır. Dönen sensörler (seyahat parametresi girişi gerektiren) bir çözüm olarak hizmet edebilir, ancak birçok devre kesici, bağlanmak üzere uygun anahtarlama uç deliklerine sahip değildir. Bu nedenle, yeni bir geçiş bağlantısı, anahtarlama ucuna güvenilir bir dönen sensör bağlantısı sağlayarak kurulumu basitleştirir.
2 Geçiş Bağlantısı Yeniliksel Teknolojisi
2.1 Teknik Gereksinimler
Dönen sensörün anahtarlama ucuna güvenilir bir bağlantı sağlamak için aşağıdaki üç ana sorun çözülmesi gerekir:
Geçiş bağlantısı kurulduktan sonra, devre kesicinin krank kolunun ana eksen hattının sensör bağlayıcısının eksenel merkez hattıyla aynı olması, yani eş merkezli kalması gerekir.
Geçiş bağlantısı sabitlendikten sonra, döndürme açısı devre kesicinin krank kolunun ana ekseninin hareket sırasındaki açısıyla aynı olmalı ve ana eksenin döndürme haricinde herhangi bir ek döndürme olmamalıdır, yani ana eksenin dış döndürmesi üstesinden gelinmelidir.
Geçiş bağlantısı sabitlendikten sonra, eksenel hareket olmamalıdır. Bu, bağlantı problemini çözmek için de zorluk oluşturan bir durumdur, yani eksenel hareket bastırılmalıdır.
2.2 Çözümler
(1) Devre kesicinin krank kolunun ana ekseninin dış çemberinin işlenme doğruluğu toleransı 0.01 mm içinde kontrol edilir. Bu nedenle, ana eksenin dış çemberi, geçiş bağlantısının merkez hattını konumlandırmak için tamamen kullanılabilir, böylece eş merkezli kalınabilir.
(2) Kran kolunun monte edilmesi gerekliliği nedeniyle, devre kesicinin krank kolunun ana ekseninde genişliği 8 mm veya 10 mm (bazı varyasyonlarla) olan dikey kanallar işlenir ve hata 0.01 mm içinde kontrol edilir. Bu, 8.8 sınıfı M8 ve M10 yüksek güçlu civataların dış çapına tam olarak uymasıyla, ana eksenin dış döndürmesini etkili bir şekilde aşılmasına yardımcı olur.
(3) Geçiş bağlantısı sabitlendikten sonra, büyük ölçekli eksenel hareket veya belirgin eksenel kuvvet gösteren bileşenler yoktur. Geçiş bağlantısını devre kesicinin krank kol ana eksenine dairesel ince levha güçlü mıknatıs ile sabitlemek, ölçüm sırasında devre kesicinin operasyonel titreşimler nedeniyle sensörün eksenel yer değiştirmesini karşılayabilir ve eksenel hareketi etkili bir şekilde bastırabilir.
Devre kesicinin yapısal özelliklerini tam olarak kullanarak, vakum devre kesicisinin hız ölçüm dönen sensörü için, krank kolunun ana eksenin dış çemberini kullanarak eksen çizgisini konumlandıran eksenel manyetik çekim sabitlenmiş tip geçiş bağlantısı başarıyla geliştirildi.
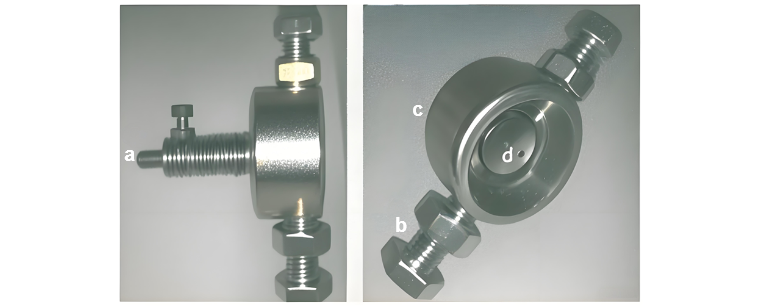
Tasarım şemasına göre, 60 mm uzunluğunda ve 40 mm çapında Q235A demir çubuğu, dairesel tam kapalı bir yapıya dönüştürülmek üzere bir torna makinesinde işlenir. Ön ucun iç çapı 32 mm'ye işlenir ve boyut hatası 0.01 mm içinde kontrol edilir, böylece spindel ucuna hassas bir uyum sağlanır; kuyruk kısmı, sensör bağlantısı için 12 mm çapında bir dairesel çubuğa işlenir. Vücutun karşılıklı iki tarafına 8 mm iç çapında iki dairesel delik açılır ve M8 ve M10 yüksek güçlu civataların montajı için oynatılır.
16 mm çapında ve 2 mm kalınlığında güçlü bir mıknatıs levha satın alınır. Vücut kuyruk çubuğunda bir delik açılarak, şaft bağlayıcı ile birleştirilecek bir geçiş bağlayıcı çubuğu işlenir. Bitmiş yapı Şekil 1'de gösterilmiştir:
3 Uygulama Etkisi
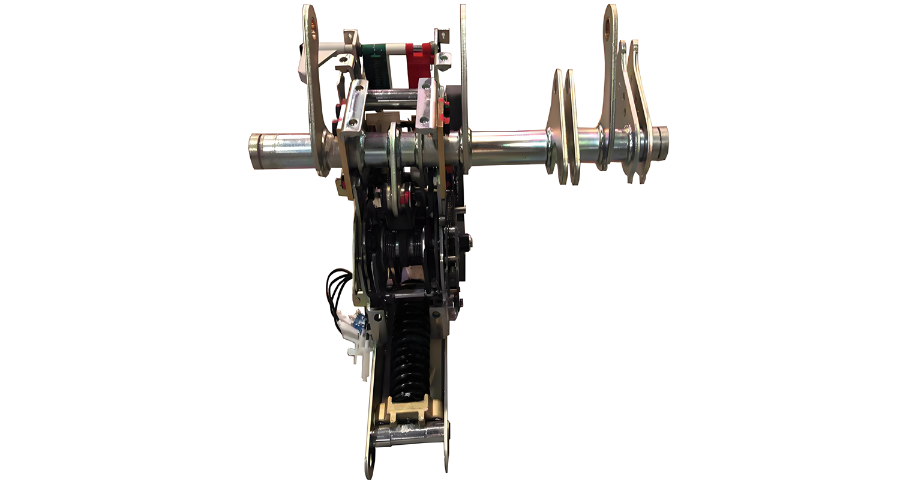
Dönen sensörün genel montajı, geçiş bağlantısı kullanılarak tamamlandı ve alan test etkisi Şekil 3'te gösterilmiştir. Dönen sensör geçiş bağlantısının tasarım ve üretimi tamamlandıktan sonra, spindel ucunda dönen sensör geçiş bağlantısı için bir dişli delik bulunan VS1 - 12 iç vakum devre kesicisi seçilmiştir. Aynı devre kesici mekanik özellikleri test cihazı kullanılarak, orijinal geçiş bağlantısı ve kurulum için dönen sensör geçiş bağlantısı ile ayrı ayrı test karşılaştırmaları yapılmıştır.
Orijinal geçiş bağlantısı ile karşılaştırıldığında, üç set otomatik denetim ölçüm verisi arasındaki fark iki ondalık basamak içindeydi (gerçek ölçü sonuçları bir ondalık basamak saklıdır), bu da bu geçiş bağlantısının istikrarlı olduğunu göstermektedir; kurulum için dönen sensör geçiş bağlantısı ile karşılaştırıldığında, üç set ölçüm verisi arasındaki fark da iki ondalık basamak içindeydi (gerçek ölçü sonucu bir ondalık basamak saklıdır), bu da tasarımdaki ölçüm doğruluğunun gereklilikleri karşılandığını göstermektedir.
Gerçek kullanımında, M8 veya M10 yüksek güçlu civatların anahtarlama kanalına uyan uçlarının aşınması oldukça belirgindir. Bu nedenle, genellikle her biri için 2-3 yedek civata sağlanır. Hatta en küçük döndürme boşluğu varsa, hemen değiştirilir. Genellikle, yaklaşık 30 adet test edildikten sonra yeni civatlar değiştirilmelidir.