
A unidade de anel principal (RMU) solidamente isolada é um novo equipamento de distribuição que integra encapsulamento sólido externo, barras de corrente isoladas e tecnologia de unidade combinada compacta. Os seus interruptores e componentes elétricos de alta tensão estão totalmente incorporados em resina epóxi, que serve como o isolamento primário entre as partes vivas e o solo, e entre fases. Como uma alternativa amiga do ambiente ao equipamento isolado a gás SF₆, a RMU solidamente isolada de 12kV oferece vantagens, mas sofre inerentemente de características de dissipação de calor pobres.
Na RMU solidamente isolada de 12kV estudada, os principais circuitos condutores estão encerrados em materiais de resina epóxi e borracha de silicone. Embora o disjuntor utilize isolamento a ar, encontra-se num espaço extremamente confinado e selado com condições de dissipação de calor pobres. Isto torna-o altamente propenso a exceder os limites de aumento de temperatura. A exposição prolongada a altas temperaturas pode causar a deformação dos materiais de fabricação do equipamento e envelhecimento térmico. Esta degradação reduz o desempenho de isolamento do produto, levando a uma diminuição da qualidade e fiabilidade global do produto. Em casos graves, pode desencadear acidentes elétricos, interrompendo a operação normal.
Dada a importância crítica e a dificuldade inerente na resolução do problema de aumento de temperatura, este tornou-se o foco de intensa investigação. Foram implementadas otimizações estruturais contínuas para aumentar a margem de aumento de temperatura, garantindo a operação estável a longo prazo do produto. O isolamento da RMU solidamente isolada utiliza principalmente uma combinação de isolamento a ar e sólido. Um protótipo baseado no design inicial foi submetido a testes de pesquisa de aumento de temperatura. Os dados-chave dos pontos de teste são mostrados na Tabela 1.
|
No. |
Localização do Ponto de Medição |
Padrão (K) |
Temp. Equilibrada (°C) |
Aumento de Temp. (K) |
Margem do Padrão (K) |
Observação |
|
1 |
Pivô do Faca de Desconexão Fase A |
65.0 |
86.1 |
73.0 |
-8.0 |
Excedido |
|
2 |
Ponta do Faca de Desconexão Fase A |
65.0 |
78.2 |
65.1 |
-1.1 |
Excedido |
|
3 |
Pivô do Faca de Desconexão Fase B |
65.0 |
86.4 |
73.3 |
-8.3 |
Excedido |
|
4 |
Ponta do Faca de Desconexão Fase B |
65.0 |
88.0 |
74.9 |
-9.9 |
Excedido |
|
5 |
Pivô do Faca de Desconexão Fase C |
65.0 |
80.6 |
67.5 |
-2.5 |
Excedido |
|
6 |
Ponta do Faca de Desconexão Fase C |
65.0 |
81.6 |
68.5 |
-3.5 |
Excedido |
Como indicado na Tabela 1, os testes de aumento de temperatura no protótipo baseado no design inicial revelaram excedentes graves nos pivôs e pontas das facas de desconexão. Para resolver este problema, os esforços de otimização concentraram-se nos seguintes dois aspectos:
Simulação de Acoplamento Magneto-Térmico
Como a corrente aplicada era inferior a 1000A, esta simulação modelou apenas o aquecimento joule gerado pela resistência do circuito condutor. A distribuição de temperatura simulada reflete diretamente os efeitos do aquecimento joule, excluindo cenários envolvendo dissipação de calor por radiação ou convecção. Isso torna os resultados adequados para analisar o impacto da estrutura do condutor na distribuição de temperatura. Parâmetros técnicos chave do produto são listados na Tabela 2.
|
No. |
Nome do Parâmetro |
Valor |
|
1 |
Tensão Nominal (kV) |
12 |
|
2 |
Corrente Nominal (A) |
700 |
|
3 |
Resistência do Circuito Fase A (μΩ) |
190 (Assumido) |
|
4 |
Resistência do Circuito Fase B (μΩ) |
190 (Assumido) |
|
5 |
Resistência do Circuito Fase C (μΩ) |
190 (Assumido) |
Resultados da Simulação
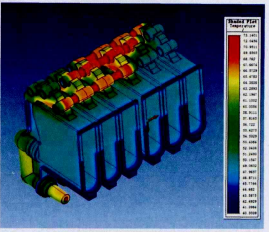
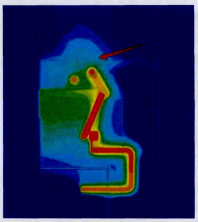
A Figura 1 mostra a distribuição de temperatura de acoplamento magneto-térmico do módulo de isolamento. A Figura 2 mostra a distribuição de temperatura de acoplamento magneto-térmico geral do caminho condutor interno. A simulação de acoplamento magneto-térmico utilizando o software ANSOFT revelou que as principais localizações de geração de calor elevado foram as pontas das facas de desconexão e os pontos de contato com os contatos fixos. Especialmente, a faca de desconexão da fase B apresentou temperaturas consistentemente mais altas. É necessária uma otimização estrutural para reduzir a resistência de estrangulamento e homogeneizar a seção transversal condutora.
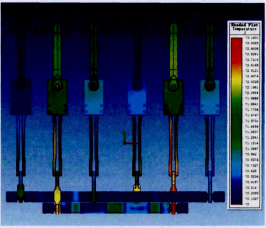
Simulação Térmica a Nível de Gabinete
A simulação térmica a nível de gabinete utilizando o software ICEPAK examinou a distribuição e formas de dissipação de calor dos caminhos condutores após a passagem de corrente, bem como o impacto da caixa no transferência de calor.
Requisitos Técnicos
O padrão de aumento de temperatura segue o GB/T 11022-2011 "Especificações comuns para normas de equipamentos de comutação e controle de alta tensão." Conforme estipulado pelas normas relevantes:
Configurações de Software
Temperatura Inicial: 20°C; Ângulos de fase da corrente trifásica: 0°, 120°, -120°.
Resultados da Simulação
Os resultados da simulação térmica a nível de gabinete (Figura 4) mostraram que, devido ao pequeno espaço entre a placa superior da caixa selada e a parte superior do módulo de isolamento, a área efetiva de dissipação de calor na parte superior do gabinete é muito limitada. Consequentemente, o calor concentra-se no topo, tornando difícil a dissipação, resultando em um aumento constante da temperatura do barramento. Para fornecer mais espaço de dissipação de calor dentro da caixa selada, a altura do gabinete foi aumentada e uma cobertura dissipadora de calor foi aplicada às suas superfícies internas.
Teste de Aumento de Temperatura Após Otimização Estrutural
Após os estudos de simulação e os resultados iniciais do teste de aumento de temperatura, foram feitas modificações no gabinete e em certos componentes. Foi realizado um teste subsequente de aumento de temperatura (ver Tabela 4).
|
No. |
Localização do Ponto de Medição |
Padrão (K) |
Temp. Equilibrada (°C) |
Aumento de Temp. (K) |
Margem do Padrão (K) |
Observação |
|
1 |
Pivô do Faca de Desconexão Fase A |
65.0 |
72.4 |
55.2 |
+9.8 |
Conforme |
|
2 |
Ponta do Faca de Desconexão Fase A |
65.0 |
73.7 |
56.5 |
+8.5 |
Conforme |
|
3 |
Pivô do Faca de Desconexão Fase B |
65.0 |
73.6 |
56.4 |
+8.6 |
Conforme |
|
4 |
Ponta do Faca de Desconexão Fase B |
65.0 |
73.6 |
56.4 |
+8.6 |
Conforme |
|
5 |
Pivô do Faca de Desconexão Fase C |
65.0 |
69.6 |
52.4 |
+12.6 |
Conforme |
|
6 |
Ponta do Faca de Desconexão Fase C |
65.0 |
70.7 |
53.5 |
+11.5 |
Conforme |
Como mostrado na Tabela 4, os valores de aumento de temperatura do protótipo retestado agora estão em conformidade com os requisitos. Além disso, foi alcançada uma margem de design de pelo menos 8.5 K.
Otimização e Correção Subsequentes
Dada a importância crítica do aumento de temperatura e as possíveis consequências de não conformidade, é justificável uma otimização adicional para melhorar o desempenho do protótipo, mesmo após atender ao padrão. O objetivo é alcançar uma margem de aumento de temperatura controlada entre 12 K e 15 K. Por exemplo, modificações específicas no módulo de isolamento requerem testes (a Tabela Original 5 estava incompleta; logicamente incorporada). Os resultados da simulação sugerem que a otimização da estrutura do módulo de isolamento principal cria uma via de dissipação de calor interna mais razoável, oferecendo um potencial significativo para reduzir ainda mais o aumento de temperatura do circuito condutor interno. Este potencial requer validação experimental adicional.
Conclusão
Uma abordagem de projeto combinada, utilizando tecnologia de simulação por computador e testes de aumento de temperatura, permitiu a otimização estrutural da unidade de anel principal solidamente isolada. O produto otimizado está em conformidade com os requisitos de aumento de temperatura estipulados no GB/T 11022-2011 "Especificações comuns para normas de equipamentos de comutação e controle de alta tensão" e alcança uma margem de segurança significativa.











