
Katı yalıtlı halka anahtarlama birimi (RMU), dış katı kaplama, yalıtılmış ana hat ve kompakt birleştirilmiş ünite teknolojisini entegre eden yeni bir dağıtım ekipmanıdır. Anahtarları ve yüksek gerilimli canlı bileşenleri tamamen epoxy rezin içine gömülmüştür. Bu, canlı parçalar ve toprak arasında, ayrıca fazlar arası asıl yalıtım görevini görür. SF₆ gazı ile yalıtılmış ekipmanlara karşı çevre dostu bir alternatif olarak 12kV katı yalıtlı RMU, avantajları olsa da doğal olarak kötü ısı verme özelliklerinden muzdarip olur.
Çalışılan 12kV katı yalıtlı RMU’da, ana iletken döngüler epoxy ve silikon lastik malzemeleri içinde kaplanmıştır. Kesme anahtarı hava yalıtımı kullanırken, çok dar, kapalı bir alanda bulunup, kötü ısı verme koşullarına sahiptir. Bu, sıcaklık artış limitlerini aşmaya oldukça yatkındır. Uzun süreli yüksek sıcaklıklara maruz kalma, ekipmanın üretim malzemelerinin deformasyona uğramasına ve termal yaşlanmasına neden olabilir. Bu degradasyon, ürünün yalıtım performansını azaltarak genel ürün kalitesini ve güvenilirliğini düşürür. Aşırı durumlarda, elektriksel kazaları tetikleyebilir, normal işlemeyi bozabilir.
Sıcaklık artışı sorununun kritik önemi ve çözümündeki zorluk göz önüne alındığında, bu konu yoğun araştırmaların odak noktası haline geldi. Sıcaklık artışı marjını artırmak için yapısal iyileştirmeler sürekli uygulandı, böylece ürünün uzun vadeli istikrarlı çalışmasını sağlandı. Katı yalıtlı RMU’nun yalıtımı, hava ve katı yalıtımın bir kombinasyonunu kullanır. İlk tasarım temelinde geliştirilen bir prototip üzerinde sıcaklık artışı araştırma testleri gerçekleştirildi. Önemli test noktalarının verileri Tablo 1'de gösterilmiştir.
|
No. |
Ölçüm Noktası Konumu |
Standart (K) |
Denge Sıcaklığı (°C) |
Sıcaklık Artışı (K) |
Standarttan Fark (K) |
Açıklama |
|
1 |
A fazı Kesme Bıçağı Eksen Döner Noktası |
65.0 |
86.1 |
73.0 |
-8.0 |
Aşıldı |
|
2 |
A fazı Kesme Bıçağı Ucu |
65.0 |
78.2 |
65.1 |
-1.1 |
Aşıldı |
|
3 |
B fazı Kesme Bıçağı Eksen Döner Noktası |
65.0 |
86.4 |
73.3 |
-8.3 |
Aşıldı |
|
4 |
B fazı Kesme Bıçağı Ucu |
65.0 |
88.0 |
74.9 |
-9.9 |
Aşıldı |
|
5 |
C fazı Kesme Bıçağı Eksen Döner Noktası |
65.0 |
80.6 |
67.5 |
-2.5 |
Aşıldı |
|
6 |
C fazı Kesme Bıçağı Ucu |
65.0 |
81.6 |
68.5 |
-3.5 |
Aşıldı |
Tablo 1’de belirtildiği gibi, ilk tasarım temelinde geliştirilen prototip üzerinde yapılan sıcaklık artışı testleri, kesme bıçaklarının eksen döner noktalarında ve uçlarında ciddi aşırılıklar ortaya koymuştur. Bu sorunu çözmek için aşağıdaki iki konuda iyileştirmeler yapılmıştır:
Manyetik Termal Eşleme Simülasyonu
Uygulanan akım 1000A’dan düşük olduğundan, bu simülasyon sadece iletken yolundaki döngü direnci tarafından üretilen joule ısılamayı modellemiştir. Simüle edilen sıcaklık dağılımı, radyasyon veya konveksiyon yoluyla ısı vermenin dahil olmadığı joule ısılamasının etkilerini doğrudan yansıtır. Bu, iletken yapının sıcaklık dağılımına etkisini analiz etmek için sonuçların uygun olduğunu gösterir. Önemli ürün teknik parametreleri Tablo 2’de listelenmiştir.
|
No. |
Parametre Adı |
Değer |
|
1 |
Nominal Gerilim (kV) |
12 |
|
2 |
Nominal Akım (A) |
700 |
|
3 |
A fazı Döngü Direnci (μΩ) |
190 (Varsayılan) |
|
4 |
B fazı Döngü Direnci (μΩ) |
190 (Varsayılan) |
|
5 |
C fazı Döngü Direnci (μΩ) |
190 (Varsayılan) |
Simülasyon Sonuçları
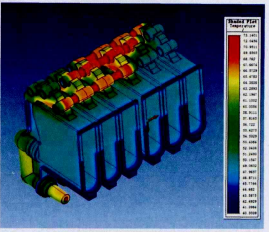
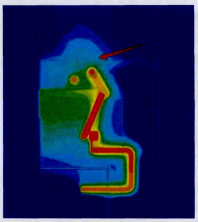
Şekil 1, yalıtım modülünün manyetik termal eşleme sıcaklık dağılımını gösterir. Şekil 2, iç iletken yolunun genel manyetik termal eşleme sıcaklık dağılımını gösterir. ANSOFT yazılımı kullanılarak yapılan manyetik termal eşleme simülasyonu, en yüksek ısı üretim yerlerinin kesme bıçaklarının uçları ve sabit kontakt noktaları olduğu sonucuna ulaşmıştır. Özellikle B fazı kesme bıçağının her zaman daha yüksek sıcaklıklar gösterdiği tespit edilmiştir. Yapısal iyileştirmeler, daraltılmış dirençleri azaltıp iletken kesit alanını homojenleştirmek için gereklidir.
Kabine Seviyesinde Termal Simülasyon
ICEPAK yazılımı kullanılarak yapılan kabine seviyesinde termal simülasyon, akım geçişinden sonra iletken yollarından olan ısı verme dağılımını ve formlarını, ayrıca kapalı kutunun ısı aktarımına etkisini inceledi.
Teknik Gereksinimler
Sıcaklık artışı standartları, GB/T 11022-2011 "Yüksek gerilimli anahtar ve kontrol ekipmanları için genel şartnamesi" standartlarına göre belirlenmiştir. İlgili standartlara göre:
Yazılım Ayarları
Başlangıç Sıcaklığı: 20°C; Üç faz akım faz açıları: 0°, 120°, -120°.
Simülasyon Sonuçları
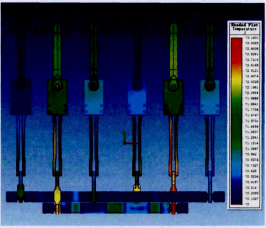
Kabine seviyesinde termal simülasyon sonuçları (Şekil 4) kapalı kutunun üst plakası ile yalıtım modülünün üst kısmı arasındaki küçük açıklık nedeniyle, kabinen üst kısmındaki etkili ısı verme alanı oldukça sınırlı olduğunu göstermiştir. Bu nedenle, ısı yukarıda yoğunlaşır ve verilmesi zorlaşır, bu da ana hatların sıcaklık artışı yüksek kalmasını sağlar. Kapalı kabin içinde daha fazla ısı verme alan sağlamak için kabin yüksekliği artırıldı ve iç yüzeylere ısı verici kaplama uygulandı.
Yapısal Optimizasyon Sonrası Sıcaklık Artışı Testi
Simülasyon çalışmaları ve ilk sıcaklık artışı test sonuçları ışığında, kabin ve bazı bileşenler üzerinde değişiklikler yapıldı. Daha sonra bir sıcaklık artışı testi gerçekleştirildi (Tablo 4'e bakınız).
|
No. |
Ölçüm Noktası Konumu |
Standart (K) |
Denge Sıcaklığı (°C) |
Sıcaklık Artışı (K) |
Standarttan Fark (K) |
Açıklama |
|
1 |
A fazı Kesme Bıçağı Eksen Döner Noktası |
65.0 |
72.4 |
55.2 |
+9.8 |
Uygun |
|
2 |
A fazı Kesme Bıçağı Ucu |
65.0 |
73.7 |
56.5 |
+8.5 |
Uygun |
|
3 |
B fazı Kesme Bıçağı Eksen Döner Noktası |
65.0 |
73.6 |
56.4 |
+8.6 |
Uygun |
|
4 |
B fazı Kesme Bıçağı Ucu |
65.0 |
73.6 |
56.4 |
+8.6 |
Uygun |
|
5 |
C fazı Kesme Bıçağı Eksen Döner Noktası |
65.0 |
69.6 |
52.4 |
+12.6 |
Uygun |
|
6 |
C fazı Kesme Bıçağı Ucu |
65.0 |
70.7 |
53.5 |
+11.5 |
Uygun |
Tablo 4’ten görüldüğü gibi, yeniden test edilen prototipin sıcaklık artışı değerleri artık gereksinimlere uygundur. Ayrıca, en az 8.5 K tasarımsal marj elde edilmiştir.
Sonraki Optimizasyon ve Düzeltme
Sıcaklık artışı kritik önem taşıdığı ve uyumsuzluğun potansiyel sonuçları göz önünde bulundurulduğunda, standartlara uyan bir prototip performansını artırmak için daha fazla optimizasyon gerekli olabilir. Hedef, 12 K ile 15 K arasındaki kontrollü bir sıcaklık artışı marjı elde etmektir. Örneğin, yalıtım modülü üzerinde belirli düzenlemelerin test edilmesi gerekir (Orijinal Tablo 5 eksikti; mantıksal olarak dahil edildi). Simülasyon sonuçları, ana yalıtım modülünün yapısının optimize edilmesinin daha makul bir iç ısı verme yolunu oluşturduğunu ve genel iç iletken döngü sıcaklık artışı üzerinde önemli bir potansiyele sahip olduğunu göstermiştir. Bu potansiyel, daha fazla deneysel doğrulama gerektirmektedir.
Sonuç
Bilgisayar simülasyon teknolojisi ve sıcaklık artışı testlerini birleştiren bir tasarım yaklaşımı, katı yalıtlı halka anahtarlama biriminde yapısal optimizasyonu mümkün kılmıştır. Optimize edilmiş ürün, GB/T 11022-2011 "Yüksek gerilimli anahtar ve kontrol ekipmanları için genel şartnamesi" standartlarında belirtilen sıcaklık artışı gereksinimlerine uygundur ve önemli bir güvenlik marjı elde etmiştir.











