
Innan 1960-talet använde huvudsakligen torrtransformatorer klass B isolering i öppna ventilationsdesigner, med produktnamnet SG. Vid den tiden var folievindningar ännu inte tillgängliga, så lågspänningsbobiner konstruerades vanligtvis med flersträngade ledare i lager- eller spiralformation, medan högspänningsbobinerna antog en diskformad design. De ledare som användes var antingen dubbelglasfiberomslutna trådar eller enskilda glasfiberomslutna trådar med alkyd-lackbeläggning.
De flesta andra isoleringskomponenter gjordes av fenoliska glasfibermaterial. Impregneringsprocessen involverade användningen av klass B isoleringslack för att impregnere hög- och lågspänningsbobinerna vid rumstemperatur och tryck, följt av mediumtemperaturtorkning (med temperaturer som inte översteg 130°C). Trots att denna typ av torrtransformator representerade ett betydande steg framåt vad gäller brandmotstånd jämfört med oljeimpregnerade transformatorer, var dess prestanda i termer av fukt- och föroreningstäthet otillräcklig.
Som en följd har produktionen av denna typ upphört. Trots detta lade den framgångsrika designen av dess elektriska, magnetiska och termiska beräkningar, tillsammans med dess strukturella layout, en solid grund för det senare utvecklandet av nya klass H isolerade öppna ventilations-dry-type-transformatorer.
I USA utvecklade vissa tillverkare, såsom FPT Corporation i Virginia, torrtransformatorer som använder DuPont's NOMEX® aramidmaterial som huvudisolering. FPT erbjuder två produktmodeller: FB-typen, med ett isoleringssystem som är godkänt för 180°C (klass H), och FH-typen, godkänd för 220°C (klass C), med bobintemperaturhöjningar på 115K (125K i Kina) respektive 150K. Lågspänningsbobiner använder antingen folie- eller flersträngade lagervindningar, med omgång-till-omgång och lager-till-lager-isoleringsmaterial gjort av NOMEX®.
Högspänningsbobinerna är av disktyp, med ledare omslutna i NOMEX® papper. Istället för konventionella mellanrumsklossar mellan bobindiskar används kamliknande mellanrumsklossar, vilket effektivt halverar toppspänningen mellan diskarna och betydligt förbättrar axiell kortslutningsstyrka hos högspänningsbobinerna – även om detta ökar vindningskomplexiteten och tillverknings tid. Höga- och lågspänningsbobinerna är centrerade för att förbättra mekanisk styrka. Vissa designar inkluderar också NOMEX® isoleringsplattor som mellanrumsklossar och blocker.
Isoleringscylindrarna mellan hög- och lågspänningsvindningar är tillverkade av 0,76 mm tjockt NOMEX® papperskartong. Impregneringsprocessen använder flera cykler av vakuumtrycksimpregnering (VPI) följt av högtemperaturtorkning (upp till 180–190°C). Hos FPT tillverkas dessa transformatorer med en maximal spänning på 34,5 kV och en maximal kapacitet på 10 000 kVA. Denna teknik har fått UL-certifiering i USA.
I Kina har vissa transformator tillverkare antagit DuPont’s NOMEX® isoleringsmaterial och relevanta tillverkningsstandarder (såsom HV-1 eller HV-2) tillsammans med Reliatran® transformer tekniska standarder för att producera klass H isolerade SG-typ torrtransformatorer, liknande FPT’s FB-typ. Men skillnad från FPT impregnere inhemsk tillverkare vanligtvis endast bobinerna snarare än hela transformatorförsamlingen. Trots att full impregnation ger bättre allmän tätning, är den mindre visuellt tilltalande och kräver att alla produkttester slutförs innan behandling. Dessutom är impregnationslacket mer benäget att bli förorenat, vilket gör att endast bobinimpregnation är en mer praktisk och rimlig val i det kinesiska sammanhanget.
I Europa har utvecklingen av torrtransformatorer tagit en mer mångsidig väg. Förutom epoxidresins vakuumgjutning och vindningstekniker har andra typer dykt upp, inklusive SCR-typ icke-gjutna fastisoleringens inkapslade transformatorer och SG-typ öppna ventilations torrtransformatorer liknande de i Kina. Under 1970-talet utvecklade en svensk tillverkare öppna ventilations torrtransformatorer som använde NOMEX® isolering. Senare ersatte en annan tillverkare NOMEX® med glasfiber och DMD, vilket minskade materialkostnader.
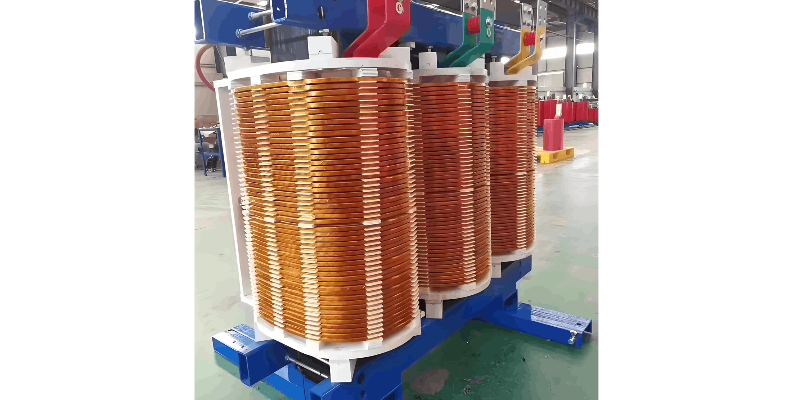
Bobinstrukturen liknade tidiga klass B isolerade produkter, med flersträngade eller folievindade lågspänningsbobiner och diskformade högspänningsbobiner. Omgångsisolering gjordes av glasfiber, och mellanrumsklossar var keramiska. Andra isoleringskomponenter använde modifierade difenyloxyde resinglasvävslaminerat (för cylindrar) eller modifierade polyamid-imid laminerade glasvävskort (för cylindrar), DMD, SMC och liknande material. Bobinbehandlingsmetoden använde VI (vakuumimpregnering) utan tryckapplikation under impregnering.
Nyggrunda tekniska aspekter av denna process inkluderar rätt urval av impregneringslack (resin) och processparametrar, samt produktion av keramiska delar. Vanliga keramiska material är spröda, ouglaserade, mottagliga för fuktighet och benägna att spricka vid ojämnt stress eller termiska grader. Därför måste de ha mycket hög densitet och hårdhet – egenskaper som för närvarande bara kan nås genom importerade material.










