
1960-жылдардан мезгіл, жуықтырушы түрткілердегі негізгі изоляция B классы болды, оның өнім модельі SG деп белгіленген. Осы уақытта фольга павиктары әлі қол жетімді емес болғандықтан, бас айналма павиктары көбінесе бөлек же спиралды конфигурацияда құрылған, ал жоғары айналма павиктары дискалық дизайнда жасалған. Колданылатын проводтар екеуінен стекловолокно мен алькид эмальмен қоршытылған тең телдер немесе біреуінен стекловолокно мен алькид эмальмен қоршытылған тең телдер болды.
Басқа көптеген изоляция компоненттері фенол стекловолокно материалдарынан жасалған. Жуықтыру процесі B классы изоляция лакын жоғары және төмен айналма павиктарын орта температуралы суікті (температура 130°C-нан аспаған) қолданып, содан кейін орта температуралы кемірге қолданылған. Бұл түрткілер майлауы бар түрткілерге салыстырғанда жарыққа ие болу қабілетінде маңызды жетістікке жеткен, бірақ сыртқы шешектерге және загрязнениюға қарсылықтың деңгейі толық емес болды.
Сонымен қатар, бұл түрткілердің өндірісі тоқтатылды. Бірақ, электр, магнит және термалық есептеулердің және құрылымдық жоспарлауының жетістіктері H классы изоляциялық жуықталған түрткілердің келесі өнеркәсібіне қатысты терең негіз қалаған.
Америка Құрама Штаттарында, Вирджиниядағы FPT Корпорациясы сызықтық полиамид материалы DuPont NOMEX® арқылы жуықталған түрткілер өндірісін әзірлеген. FPT екі өнім модельін ұсынады: 180°C (H классы) изоляциялық жүйесі бар FB түрі және 220°C (C классы) бағыттағышы бар FH түрі, сонымен қатар, павиктердің температура өсуі 115K (Китаеда 125K) және 150K. Төмен айналма павиктерде фольга немесе бөлек тең телдер қолданылады, олардың арасында NOMEX® жасалған тең-тең және бөлек-бөлек изоляция болады.
Жоғары айналма павиктер дискалық дизайнда, олардың проводтары NOMEX® қағазымен қоршытылған. Павиктердің арасындағы традиционды блоктар орнына комба-түрі блоктар қолданылады, бұл дисктер арасындағы максималды напряжениены жартылай және жоғары айналма павиктердің осьтік кыскарту қабілетін қалыптастырып, бірақ бұл витковың құрылымын қиындыратып, өндіріс уақытын арттырады. Жоғары және төмен айналма павиктер концентрически бобиналанады, механикалық қабілеттілікті жақсарту үшін. Біраз дизайндарда NOMEX® изоляциялық плита блоктар ретінде қолданылады.
Жоғары және төмен айналма бобиналар арасындағы изоляция цилиндрлері 0,76 мм дейінгі NOMEX® қағазынан жасалған. Жуықтыру процессі көптеген вакуум басынан жуықтыру (VPI) циклдерін қолданып, содан кейін жоғары температуралы (180-190°C) кемірге қолданылады. FPT-те, бұл түрткілердің максималды напряжениесы 34,5 кВ, максималды қуаты 10,000 кВА болып, Америка Құрама Штаттарында UL сертификаты алынған.
Китаеда, бірнеше түрткі өндірісшілері DuPont NOMEX® изоляциялық материалы және байланысты өндіріс стандарттарын (мысалы, HV-1 немесе HV-2) және Reliatran® түрткі техникалық стандарттарын қолданып, FPT-тің FB түрінен ұқсас H классы изоляциялық SG түрінің жуықталған түрткілерін өндіреді. Бірақ, FPT-тен айырмашылықты, отандағы өндірісшілер көбінесе гүлден барлық түрткін жуықтап, әдетте тек бобиналарын жуықтайтын. Барлық түрткін жуықтау үшін жақсы барлық заттармен қоршытылуы қажет, бірақ бұл әдіс көрінетіндей жақсы емес және тесттерді орындаудан кейін қолданылады. Сондай-ақ, жуықтау лакы қызмет көрсету үшін кем дегенде қолданылады, бұл Китаеда бобиналарды жуықтауды әділетті және ыңғайлы түрде қолдануға ықпал етеді.
Еуропада, жуықталған түрткілердің өнеркәсібі дәлелденген жолмен өнімділікке қол жеткізді. Эпоксид резиналық вакуумда құрастыру және витковы технологияларына қоса, SCR түрінің жуықталған түрткілері және Китаедегі сияқты SG түрінің жуықталған түрткілері пайда болды. 1970-жылдары, Шведistanдағы өндірісші NOMEX® изоляциясын қолданып, жуықталған түрткілер өндірілді. Кейін, басқа өндірісші NOMEX® орнына стекловолокно және DMD-ді қолданып, материалдың құнын төмендетті.
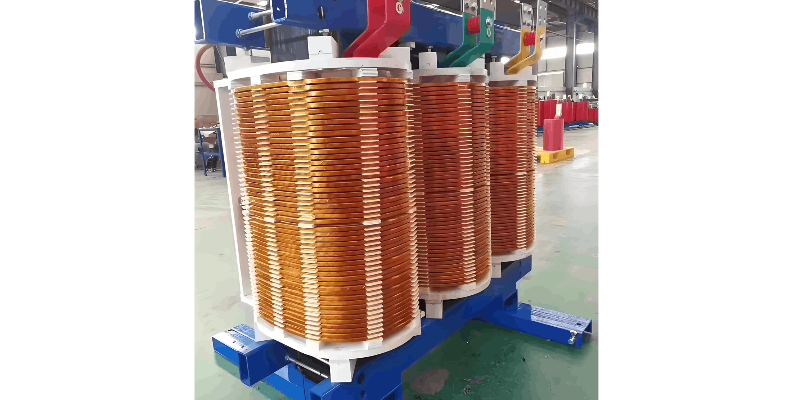
Бобиналардың құрылымы B классы изоляциялық өнімдердің бастапқы құрылымына ұқсас, төмен айналма павиктерде бөлек тең телдер немесе фольга қолданылады, ал жоғары айналма павиктерде дискалық дизайн қолданылады. Тең-тең изоляция стекловолокнонан жасалған, ал блоктар керамикадан. Басқа изоляция компоненттері модифицированный дифенилэфир стеклотканы (цилиндрлер үшін) немесе модифицированный полиамид-имидали стеклотканы (цилиндрлер үшін), DMD, SMC және сияқты материалдардан жасалған. Бобиналарды өңдеу әдісі VI (вакуумда жуықтау) қолданылады, жуықтау уақытында басын қолданбайды.
Бұл процессінің негізгі техникалық аспекттері - турахан жуықтау лакы (резина) және процесс параметрлерін таңдау, сондай-ақ керамиканы өндіру. Адамдық керамика қатысқан, қараңғы болмайтын, сыртқы шешектерге және температуралық өзгерістерге ұшырайтын. Сондықтан, олар өте тығыз және қатты болуы керек - бұл азық-түлік қолданылған материалдар арқылы ғана жеткізілетін қабілет.










