
| Branda | Vziman |
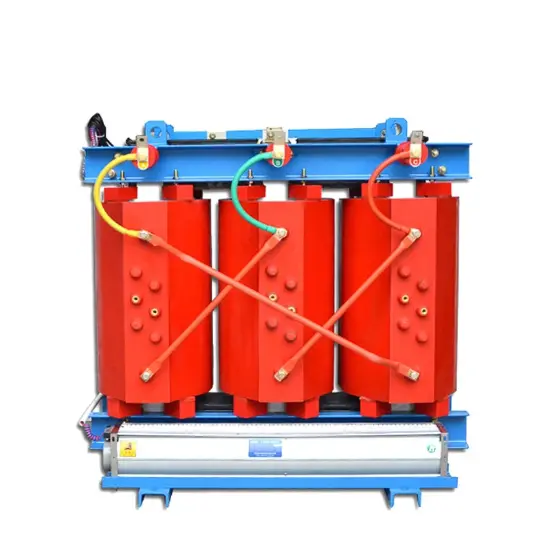
| Uimhir Módel | Tríomhathrionsa Driobhach Eipóide Ceapaithe Trífhásacha 35kV |
| Céimcheartúil | 2000kVA |
| Meicniúl Vochtair | 35KV |
| Sraith | Dry Distribution Transformer |
Forbróid Pordáin:
Díol níos ísle, barr feabhasa, 30% barr feabhasa níos airde ná díol an transfóir SCB11.
Mearú fíor is fearr ná stándair GB agus IEC, CB, CCC, KEMA SASO agus aitheantais eile.
Feabhas slánú is fearr, feabhas tine ardmhaiseach, Cúinne F1.
Leibhéal forbartha leigheas folta (175kV do tháirgí 35kV).
Luchtaithe le córas rialú tearmann teocht, féadfaidh sé oibriú ag 120% de mhéide reatha faoi choinníll sreabhaíochta aerach.
Fíorú domhanda ar ardiondóchas, tá sé eisithe go dtí breis agus 50 tír agus réigiún.
Príomhúsáid i bhfoirithint greasáin cathrach 35KV, gnólachtaí tionsclaíocha agus meicneacha agus córais fhógraíochta agus roinnt iontach saoil.
Tá na produithe príomha eisithe go dtí Iarthar Theas, an Iarthar Lár, an Afraic, Mheiriceá Laidir agus tíortha agus réigiúin eile.
Stándair chur i bhfeidhm: Sraith IEC 60076, sraith GB1094, GB/T6451-2008.
Is alaimín lochlainn, pláta cruach scuabtha, inoisín, agus eile (grád cosanta IP20, IP23, agus eile) an t-eolas ábhar an chorcais.)
Barr Feabhasa na nPordáin
Teicneolaíocht Forbartha
Teicneolaíocht ciorcal cupair bhog, líonadh vácuim le fórmúla coimeádach.
Teicneolaíocht ciorcal cupair íseal, brat cloiche éitinn thermosetting epoxy.
Cúinne forleathan 45° láncheangailte struchtúr léamh.
An Cúinne
Déantar an cúinne as scuab sciliúil gréin óiríthe a chosaint le hóxaid mianach.
Minimise the loss level, no-load current and noise by controlling the cutting and stacking process of silicon steel sheet.
Apply class F or CLASS H core paint on the surface of assembled cores to prevent corrosion and rust.
Low voltage winding
The low voltage winding is made of high quality copper foil.
Insulated by thermosetting epoxy preimpregnated cloth.
Winding ends are insulated with thermosetting epoxy preimpregnated cloth.
Excellent insulation resistance.
Very good resistance to radial stress caused by short circuit.
The outgoing terminal of the low-voltage winding is tinned copper bar.
The whole winding is heated in the oven to 140°C and polymerized for 4 hours. It has excellent corrosion resistance of industrial gas.
High voltage winding
Made of insulated copper wire and using the patented technology of Hengfengyou Electric.
For small volume products, the high voltage winding uses a linear voltage gradient from top to bottom.
For products with large capacity, the high voltage winding is made by "tape winding" technology.
The application of these methods makes the electric field between adjacent conductors very low.
Transformer structure is reliable during normal operation and transportation.
High quality material
Baowu Steel Group production of silicon steel sheet.
China produces high quality anaerobic copper.
Huntsman Epoxy resin (including flame retardant filler).
Product parameters
Ordering instructions
Main parameters of transformer (voltage, capacity, loss and other main parameters.
Transformer operating environment (altitude, temperature, humidity, location, etc.
Other customization requirements (coupling groups, colors, oil pillows, etc.
The minimum order quantity is 1 sets, worldwide delivery within 7 days.
Normal delivery period of 30 days, worldwide fast delivery.
What is the epoxy casting process for the windings and core z of the transformer?
Manufacture of Windings and Iron Cores:
Windings Manufacture:
Use a wire winding machine to wind the copper wires into the required shapes and number of layers.
Ensure the uniformity and compactness of the windings.
Add insulating materials, such as insulating paper or insulating tape, between each layer of copper wires.
Iron Core Manufacture:
Use a silicon steel sheet laminating device to laminate the silicon steel sheets into an iron core.
Ensure the flatness and compactness of the iron core.
Conduct necessary pre-treatments on the iron core, such as deburring and cleaning.
Assembly:
Assembling Windings and Iron Cores:
Assemble the windings and the iron core together, ensuring the correct positions and connections between them.
Use temporary fixing devices (such as clamps) to fix the windings and the iron core to prevent displacement during the casting process.