

Yek taybetî nekêşkirina bêt-dargûna ku di materialên diravand de bikar bînin û eddy current testing e. Ji bo serkeftinê, yek test coil di navbera serkeftine ye ku bi daramendanî alternatif hewcekirin.
Eddy currents di serkeftina test de ji ber mezinahiya magnetic alternatif yên çêdikirin. Test coil ji ber jihanên eddy current flow da guhertinên ku bêtînên nûsandanî ên dikarin. Van guhertinên dikarin li ser screen & analiz kirin bilavekirin da ku wexten.
Bi rastkirina jihanên impedance ya test coil ya eddy current, ezmûn dikarin bibe ku serkeftina test pêwendiyên heye an nayê.
Jihanên impedance ya coil dijî vêjeyên voltage yên bi navbera amplitûd & phase re hatine nîşan kirin. Angle phase &/or fluctuations of signal amplitude bi serekanên defektan, wêje wek volumetric and percent loss, piştgirtin.
Diravandiya parçeyê ya test û derengi kêmên ku bi materialên diravand de werin hatine nîşan kirin bi karbikirina tekmîlê ya eddy current inspection teknîk. Di navbera destkirina degredasyonê de.
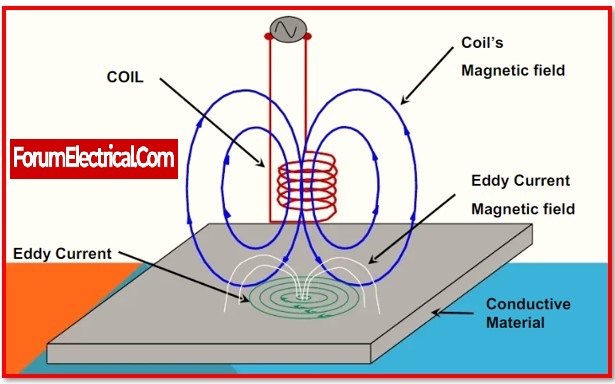
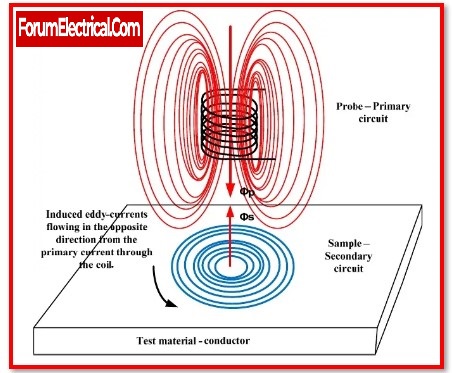
Ko bide ku A/C coil energized di navbera conductor de ne, eddy currents ji ber mezinahiya magnetic alternatif çêde.
Bi gorîna jihanên impedance yên ku di A/C coil de digehin, ezmûn dikarin bibe ku pirsa materiala defektê xerîdar bike li ser deristina currents. Destkirina wextenan di condenser tube û heat exchanger de bi rêzikariyê bêt-dargûne bi karbikirina vê tekmîlê ya ezmûnê.

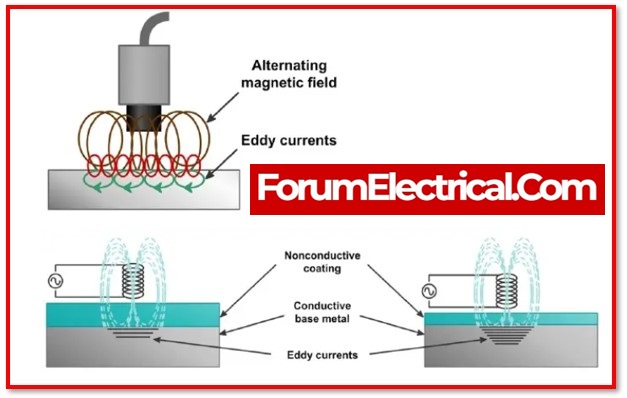
Yek ji teknîkên bêt-dargûna ezmûnan û electromagnetic principle bikar bînin ku wextenan di materialên diravand de destkir bikin û eddy current testing e. Di navbera serkeftine test de, yek coil specially made bi daramendanî alternatif hewcekirin û mezinahiya magnetic fluctuating çêde. Wan interaksiyonan bi komponenta test û eddy currents di herêm de çêde.

Di navbera ku, jihanên alternative current flowing in the main excitation-coil û variances in the changing phases & amplitude of these eddy currents measured bine.
Jihanên electrical conductivity, magnetic permeability ya parçeyê ya test, an existence of any discontinuities eddy current ên dikarin xerîdar bike, ku measured current's phases and amplitude vary bibe. Defects dikarin li ser screen nîşan bidin.
Metoda di electromagnetic induction de were, ji wan characteristicên materialê. Alternating current a copper tube mezinahiya magnetic çêde. Bi gihîştina alternating current increases and decreases, mezinahiya field changes. Mezinahiya magnetic changing around the coil material penetrate û, bi Lenz’s Law, eddy current producer to flow in the conductor. Eger coil subsequently placed near to another electrical conductor, this eddy current, in turn, generates its very own magnetic field all on its own. Current & voltage flowing in the coil impacted by this “secondary” magnetic field, which is in opposition to the “primary” magnetic field.
Her jihan în material conductivity, such as near-surface defects or thickness, may affect the magnitude of the eddy current. The basic principle of the eddy current testing inspection perform is the detection of this change using either the primary coil (or) the secondary detector coil.
Permeability ya material determines how easily it may be magnetised. When the permeability of the medium rises, the depth of the penetration decreases. Ferritic steels have the magnetic permeability that is hundreds of times higher than non-magnetic metals like
Austenitic stainless steels,
Aluminium, and
Copper.
As depth increases, eddy current density and defect sensitivity decrease. The “permeability” and “conductivity” of the metal both have an effect on how rapidly the value drops. Penetration is influenced by conductivity. Metals with a high conductivity have a larger flow of eddy current at the surface, whereas metals with a lower conductivity, such as copper and aluminium, have less penetration.

The alternating current’s frequency may be changed to control the depth of penetration; the lower the frequency, the deeper the penetration. Thus, low frequencies identify sub-surface faults and high frequencies near-surface faults. But the flaw detection sensitivity decreases when the frequency is dropped to provide better penetration. Therefore, there is an ideal frequency for each test to provide the necessary depth of penetration & sensitivity.
Eddy current testing is often used for inspecting the tubing in
Heat exchangers &
Condensers.
This is a frequent use for the technique.
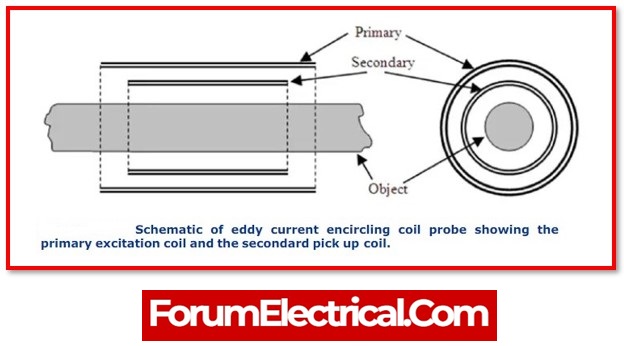
Testing using eddy current makes use of electromagnetic induction so that flaws in the tubing may be located. A probe is introduced into the tube, and it is moved along its whole as it moves through the tube. Eddy currents are produced by the electromagnetic coils included inside the probe, and their presence may be concurrently detected by measuring the electrical impedance of the probe.
Eddy current tube inspection is the non-destructive technique for identifying faults in tubing. It is effective on a variety of different tubing materials, and it may uncover abnormalities that have the potential to cause significant problems for heat exchangers and condensers.

Visual testing,
Liquid penetrant examination,
Ultrasonic testing,
Magnetic flux leakage, and
Magnetic particle testing
are additional NDT techniques.
The eddy current test technique may be used to identify a variety of tube flaws, including:
Erosion of the outer-diameter (OD) and Inner-diameter (ID)
ID and OD pitting
Wear (from the support structures, & loose sections)
Cracking
As with any other non-destructive testing (NDT) technique, eddy current testing requires that all systems be calibrated against suitable reference standards. The calibration blocks should be identical to the object being tested in terms of
Material,
Heat treatment condition,
Form, and
Size.
The calibration block has misleading faults that replicate imperfections for defect identification, and it has varying thicknesses for corrosion detection. The eddy current testing method requires a trained professional operator.
Any conductive
Non-magnetic
Weakly ferromagnetic substance
may be properly tested using eddy current technology.
This would apply to substances like
Ferritic chromium-molybdenum stainless steel and
Nickel alloys.
Among the eddy current testing methods include, but not limited to:
Heat exchanger tubing was tested using eddy current.
Checking the strength of the bolts and welds.
Conducting a conductivity test to examine heat-treated materials.
Checking for flaws in metal surfaces.
Identifying the presence of corrosion in the metal.
Because the findings are rapid and don’t need to touch the real metal, this is highly helpful for examining the structural integrity of buildings composed of conductive materials like copper, steel, and aluminium. These testing methods may be used to confirm that conductive materials, such as pipes, are not rusted, pitted, or fractured. They may be used to gauge metal hardness and the thickness of non-conductive coatings like paint. Eddy current testing is often performed, for example, to ensure that the heat exchanger tubing is not deteriorated.

Some regularly used ECT probes are mentioned below, along with an overview of the defect types they address and the objects that they are often used to check.
Surface probes: Surface probes are used to find faults on and under metal surfaces. They typically have a wide diameter to support lower frequencies for deeper penetration (or) scanning bigger regions.
Pencil probes: It is a smaller diameter probes with high-frequency coils for high resolution of near-surface defects.
Bolt hole probes: These probes are designed to investigate the interior of a bolt hole and may be spun manually (or) automatically using a rotary scanner.
Donut probes: These are used to check aircraft fastening holes while the fasteners are still in place.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}