

Wani da ake amfani da ita a kan zafi masu shirya na yin gaba-gaban kasa ya kai eddy current testing. Wani babban cikin mafi girma mai shirya na ake sanya da karamin kasa ta kai waɗanda suka taka bayanin.
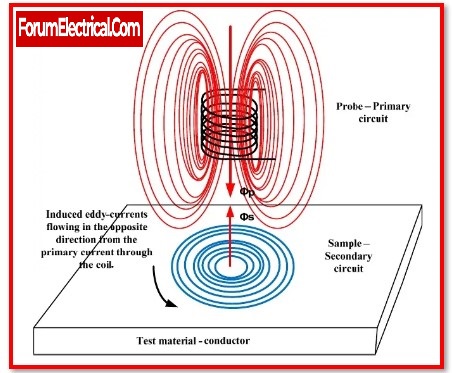
Eddy currents suka faruwa a kan abubuwan da ake shirya saboda karshen karamin kasa ta kai. Babban cikin mafi girma mai shirya na ake badala a kan hanyar da ke da ma'anin lokacin da eddy current flow suka badala. Bisa ga wannan badalin ake iya tabbatar da su a kan scree & ake bincike don samun muhimmanci.
Idan an yi takarda a kan variances in impedance of the eddy current test coil, ana iya tabbatar da cewa abu da ake shirya ta kai da muhimmanci.
Babban cikin mafi girma mai shirya na da variations in voltage saboda signal amplitude & phase. Phase angle &/or signal amplitude fluctuations suna da alaka da defect circumstances like volumetric and percent loss.
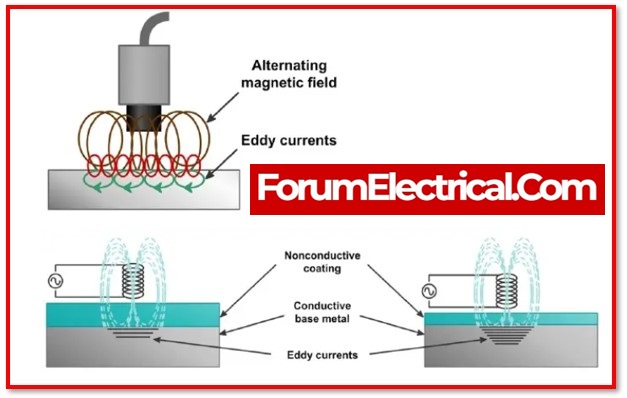
Conductivity da thickness of any coatings applied to the conductive materials suna iya tabbatar da su amma a eddy current inspection technique wajen samun degradation.
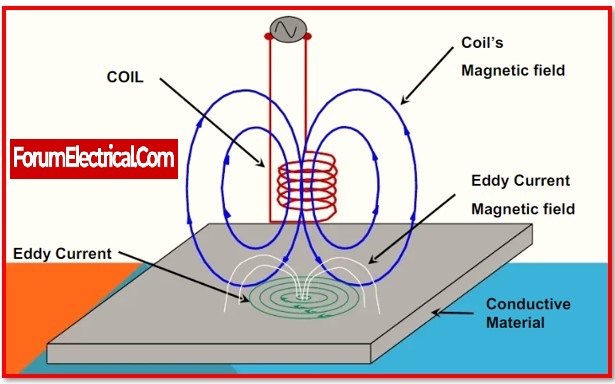
Idan A/C coil da take ruwa ya haɗa zuwa conductor, eddy currents sun faruwa saboda alternating magnetic field.
Idan ake nuna changes in impedance that take place in the A/C coil, ana iya tabbatar da cewa material defect ya ba da tasiri a kan flow of currents. Samun muhimmanci a condenser tube and heat exchanger zai iya yi a hanyar effective non-destructive way using this testing procedure.

Wani daga cikin non-destructive testing techniques wadanda suka amfani da electromagnetism principle don samun muhimmanci a conductive materials ya kai eddy current testing. A cikin close contact to the test surface, an fi sanya wani babban cikin mafi girma mai shirya da ake sanya da karamin kasa ta kai, wanda ya faruwa fluctuating magnetic field wadanda suka faɗa da test component and causes eddy currents in the area.

Duk da cewa, changes to the alternative current flowing in the main excitation-coil an sanar da su, together with variances in the changing phases & amplitude of these eddy currents.
Variations in electrical conductivity, the test-part’s magnetic permeability, or the existence of any discontinuities zai ba da tasiri a eddy current, wanda zai ba da tasiri a measured current’s phases and amplitude in turn. Defects an samun su a hanyar interpreting the changes as they are indicated on a screen.
Hanyar yana dependa da electromagnetic induction, characteristic of the material. Karamin kasa ta kai na copper tube ya faruwa magnetic field. Idan karamin kasa ta kai ya haɗa zuwa increases & decreases, size of the field ya faruwa. Changing magnetic field around the coil ya haɗa zuwa material and, by Lenz’s Law, produces an eddy current to flow in the conductor if the coil is subsequently placed near to another electrical conductor. This eddy current, in turn, generates its very own magnetic field all on its own. The current & voltage flowing in the coil are impacted by this “secondary” magnetic field, which is in opposition to the “primary” magnetic field.
Any changes in material conductivity, such as near-surface defects or thickness, may affect the magnitude of the eddy current. The basic principle of the eddy current testing inspection perform is the detection of this change using either the primary coil (or) the secondary detector coil.
A material’s permeability determines how easily it may be magnetised. When the permeability of the medium rises, the depth of the penetration decreases. Ferritic steels have the magnetic permeability that is hundreds of times higher than non-magnetic metals like
Austenitic stainless steels,
Aluminium, and
Copper.
As depth increases eddy current density and defect sensitivity decrease. The “permeability” and “conductivity” of the metal both have an effect on how rapidly the value drops. Penetration is influenced by conductivity. Metals with a high conductivity have a larger flow of eddy current at the surface, whereas metals with a lower conductivity, such as copper and aluminium, have less penetration.

The alternating current’s frequency may be changed to control the depth of penetration; the lower the frequency, the deeper the penetration. Thus, low frequencies identify sub-surface faults and high frequencies near-surface faults. But the flaw detection sensitivity decreases when the frequency is dropped to provide better penetration. Therefore, there is an ideal frequency for each test to provide the necessary depth of penetration & sensitivity.
Eddy current testing is often used for inspecting the tubing in
Heat exchangers &
Condensers.
This is a frequent use for the technique.
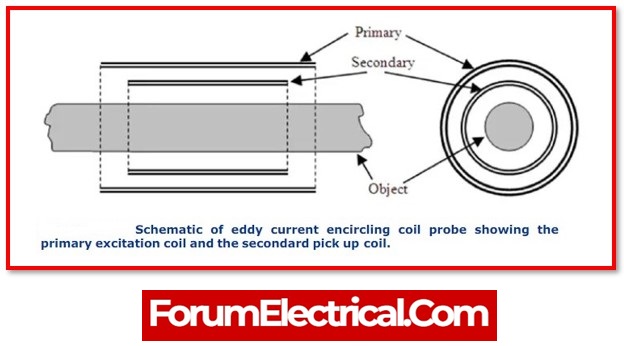
Testing using eddy current makes use of electromagnetic induction so that flaws in the tubing may be located. A probe is introduced into the tube, and it is moved along its whole as it moves through the tube. Eddy currents are produced by the electromagnetic coils included inside the probe, and their presence may be concurrently detected by measuring the electrical impedance of the probe.
Eddy current tube inspection is the non-destructive technique for identifying faults in tubing. It is effective on a variety of different tubing materials, and it may uncover abnormalities that have the potential to cause significant problems for heat exchangers and condensers.

Visual testing,
Liquid penetrant examination,
Ultrasonic testing,
Magnetic flux leakage, and
Magnetic particle testing
are additional NDT techniques.
The eddy current test technique may be used to identify a variety of tube flaws, including:
Erosion of the outer-diameter (OD) and Inner-diameter (ID)
ID and OD pitting
Wear (from the support structures, & loose sections)
Cracking
As with any other non-destructive testing (NDT) technique, eddy current testing requires that all systems be calibrated against suitable reference standards. The calibration blocks should be identical to the object being tested in terms of
Material,
Heat treatment condition,
Form, and
Size.
The calibration block has misleading faults that replicate imperfections for defect identification, and it has varying thicknesses for corrosion detection. The eddy current testing method requires a trained professional operator.
Any conductive
Non-magnetic
Weakly ferromagnetic substance
may be properly tested using eddy current technology.
This would apply to substances like
Ferritic chromium-molybdenum stainless steel and
Nickel alloys.
Among the eddy current testing methods include, but not limited to:
Heat exchanger tubing was tested using eddy current.
Checking the strength of the bolts and welds.
Conducting a conductivity test to examine heat-treated materials.
Checking for flaws in metal surfaces.
Identifying the presence of corrosion in the metal.
Because the findings are rapid and don’t need to touch the real metal, this is highly helpful for examining the structural integrity of buildings composed of conductive materials like copper, steel, and aluminium. These testing methods may be used to confirm that conductive materials, such as pipes, are not rusted, pitted, or fractured. They may be used to gauge metal hardness and the thickness of non-conductive coatings like paint. Eddy current testing is often performed, for example, to ensure that the heat exchanger tubing is not deteriorated.

Some regularly used ECT probes are mentioned below, along with an overview of the defect types they address and the objects that they are often used to check.
Surface probes: Surface probes are used to find faults on and under metal surfaces. They typically have a wide diameter to support lower frequencies for deeper penetration (or) scanning bigger regions.
Pencil probes: It is a smaller diameter probes with high-frequency coils for high resolution of near-surface defects.
Bolt hole probes: These probes are designed to investigate the interior of a bolt hole and may be spun manually (or) automatically using a rotary scanner.
Donut probes: These are used to check aircraft fastening holes while the fasteners are still in place.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}