| Varumärke | Switchgear parts |
| Modellnummer | Transformatorfolie vindningsmaskin |
| vikthastighet | 0-30(rpm) |
| Spänning | 8KN |
| Foliedbredd | 150-700mm |
| Spolens yttre diameter | 150-600mm |
| Alufolj tjocklek (AL) | 0.5-2.0mm |
| Kopparfolks tjocklek (Cu) | 0.5-1.6mm |
| svensk översättning av "焊接速度": svenska: svetsningshastighet | ≤0.5m/min |
| justeringsprecision för offset | ±0.5 |
| Serier | BRJ |
Programvara
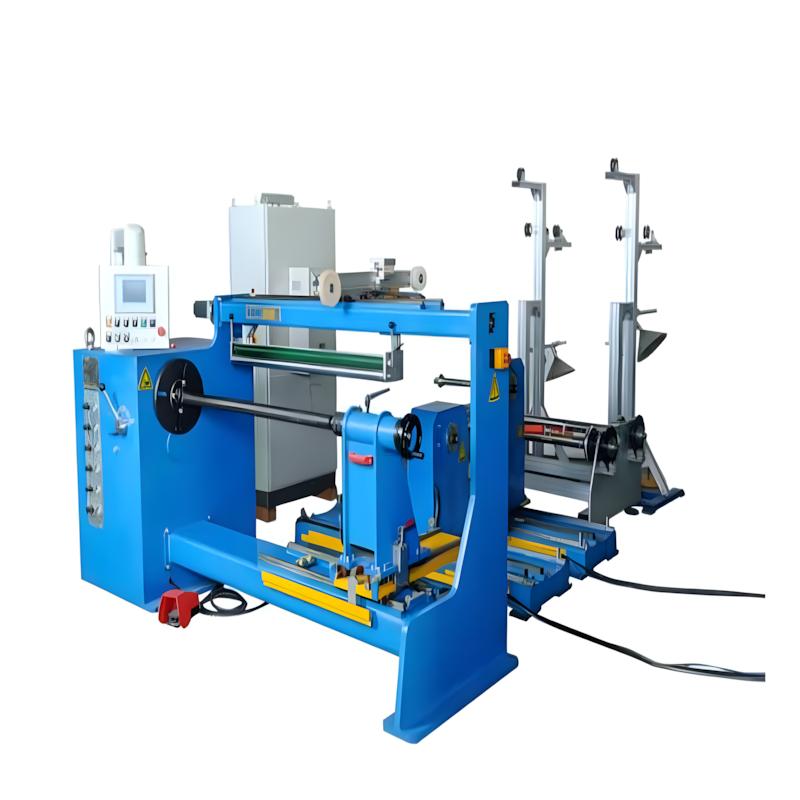
Förvandlingsbobinmaskin är en automatiserad specialutrustning utformad för transformerfoliebobiner. Den använder kopparfolie eller aluminiumfolie som virningsledare och vinds samtidigt med isoleringsskikt för att forma ett lagerstrukturerat transformerbobinsystem.
Kärnkonfigurationen av utrustningen inkluderar ett precist spänningskontrollsystem, en automatisk mellanlagisoleringssystem och ett PLC-programmerbart kontrollsystem, vilket kan uppnå integrerade operationer för folieflöde, positionering, skärande och lagring av isoleringsskikt, vilket garanterar kompakthet, jämnhet och vridningens exakthet i bobinvirning. Den är lämplig för olika bredder av folie- och isoleringsmaterial och har både halvautomatiska och fullt automatiserade driftlägen, vilket möter den dubbla behovet av småpartikustomisering och storskalig produktion. Typer av kompatibla transformer: torrtransformatorer,
Dokumentationsresursbibliotek
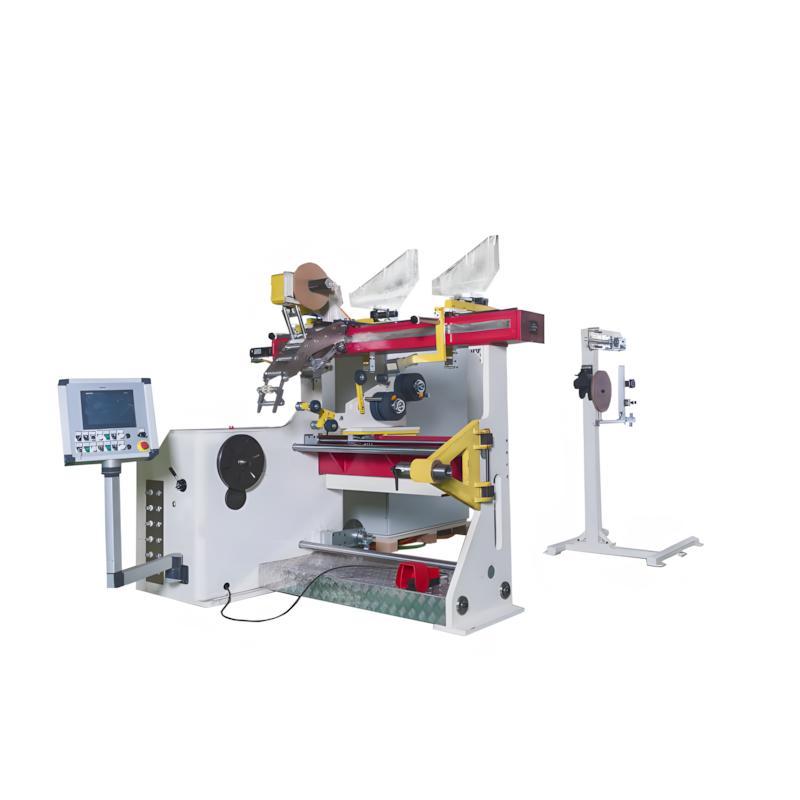
Kärnoperationerna och hjälpfunktionerna inkluderar enkel matning, videoövervakning av folieklippning och valfri kallpresssvetsning (kompatibel med TIG-svetsning). Funktionen är följande: 1. Den enkla matningsfunktionen förenklar materialinladdningsprocessen, minskar manuell arbetstid, sänker arbetsintensiteten och förbättrar effektiviteten i materialbytet; 2. Videoövervakning av folieklippning tillåter realtidsobservation av klippningsprocessen, tidig upptäckt av avvikelser som fransar och ojämna klippningar, undviker att underkvalificerat material går in i virningsprocessen och minskar efterföljande reparationsekonomi; 3. Valfria svetsningsfunktioner kräver inte ytterligare konfiguration av specialiserad svetsutrustning, realiserar integrerad drift av "virning-svetsning", förkortar produktionsprocessen och är kompatibel med två svetsningslägen, anpassas till kopplingskraven för olika foliematerial, förbättrar utrustningens allmängiltighet och produktionskontinuitet.
De viktigaste parameternas skillnader mellan olika modeller koncentreras till tre kritiska indikatorer: foliebredd, maximal spänning och virningshastighet (specifika skillnader: ① BRJ (S1) --700: foliebredd 150-700mm, maximal spänning 8KN, hastighet 0-30 varv per minut; ② BRJ (S1) --1000: foliebredd 300-1000mm, maximal spänning 10KN; ③ BRJ (S2) -1000: maximal spänning 10KN; ④ BRJ (S2) -1400: foliebredd 500-1400mm, maximal spänning 20KN, hastighet 0-20 varv per minut). Valförslag: ① Små bobiner (foliebredd ≤ 700mm, lätt spänningskrav): välj BRJ (S1) --700, höghastighet (0-30 varv per minut) lämpar sig för små serier av effektiv produktion; ② Medelstora bobiner (foliebredd ≤ 1000mm): välj BRJ (S1) --1000 eller BRJ (S2) -1000, 10KN spänning lämpar sig för vanlig aluminium/kopparfoliebehandling; ③ Stora bobiner (foliebredd ≤ 1400mm, tungt spänningskrav): Välj BRJ (S2) -1400, 20KN hög spänning kan anpassa sig till tyckligare eller bredare foliematerial, uppfyller bearbetningskraven för stora lågspänningsbobiner.
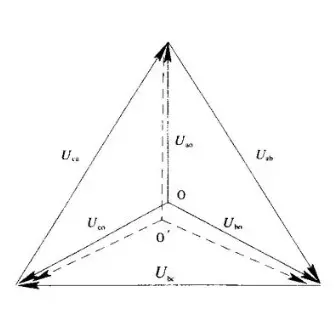
Svar: De kärnlega tekniska fördelarna inkluderar stabil driftsspänning, justerbar och stabil folie- och isoleringsspänning, samt offsetjusteringssystem (precision ± 0.5mm). Kvalitetsgarantilogik: 1. Stabil spänning kan undvika problem som slapphet och ojämn sträckning under folievindning, vilket säkerställer en täthet i spolestrukturen; 2. Den dubbla justerbara spänningsfunktionen kan exakt justera spänningsparametrar utifrån de olika materialkarakteristika för aluminiumfolie (0.5-2.0mm) och kopparfolie (0.5-1.6mm), samt kraven på isoleringsmaterial, för att undvika materielskador; 3. Offsetjusteringssystemet kan exakt kontrollera justeringsprecisionen av foliematerial, förhindra risk för kortslutning mellan spolelager orsakad av felplacerade lager, och till slut säkerställa elektrisk prestanda och strukturell stabilit性:请忽略上一句,以下是正确翻译的结尾部分: och till slut säkerställa elektrisk prestanda och strukturell stabilitet hos lågspänningsspolen.