I. Background
Electrical cables, serving as the core medium for transmitting electrical energy and signals, have performance that directly impacts system efficiency, operational safety, and long-term stability. Under complex operating conditions, issues such as insufficient electrical properties of conductor materials, aging/failure of insulation layers, or weak mechanical protection can easily lead to increased energy loss, heightened risk of short circuits, and even fire hazards. Therefore, scientifically selecting materials and optimizing the structure to enhance the overall cable performance is critical for ensuring the reliable operation of power and communication systems.
II. Solution
1. Conductor Material Optimization: Balancing Conductivity and Economics
Core Strategy: Prioritize the use of high-purity oxygen-free copper (OFC). Its conductivity exceeds 58 MS/m, far surpassing aluminum (approx. 35 MS/m), significantly reducing Joule heating losses (I²R losses) during transmission and improving energy efficiency.
Scenario Segmentation:
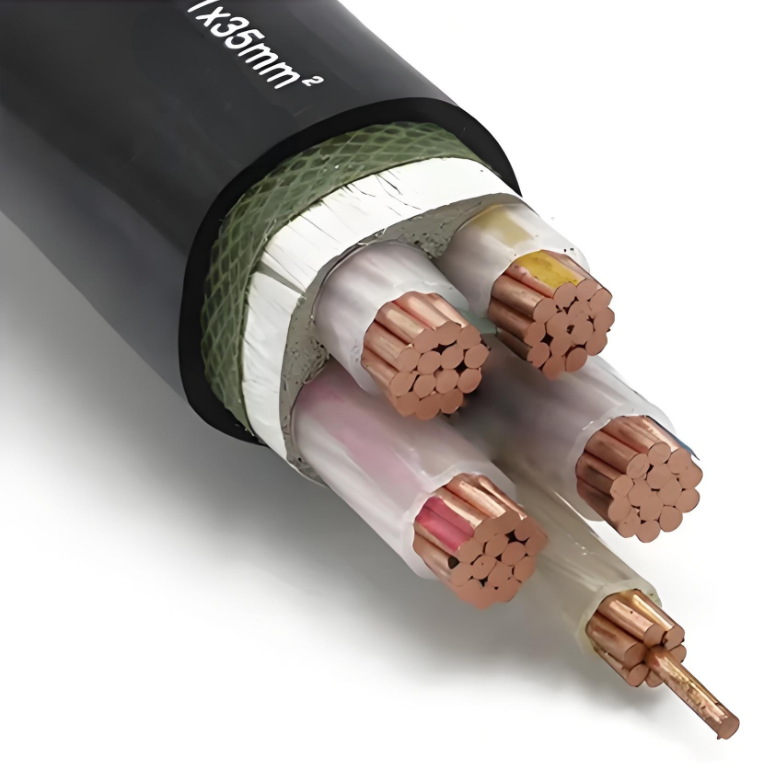
Medium/Short Distance & High Current Applications: Insist on copper conductors. Cross-sectional area design must meet ampacity requirements (e.g., power cables ≥70mm²), ensuring low impedance and low heat generation.
Long-Distance Overhead Transmission: Select conductive aluminum alloy (AA-8000 series). For equivalent ampacity, it is approximately 50% lighter than copper, significantly reducing tower loads and installation costs. Note: Aluminum conductor connection points require special treatment (anti-oxidant paste, torque bolts) to prevent poor contact and heating.
Innovative Solution: For cost-sensitive applications requiring weight reduction (e.g., new energy vehicle wiring harnesses), Copper-Clad Aluminum (CCA) conductors can be selected, maintaining high surface conductivity while reducing weight by approx. 30%.
2. Insulation Layer Reinforcement: Enhancing High-Temperature Resistance and Durability
Preferred Material: Cross-Linked Polyethylene (XLPE). Its key advantages include:
Thermal Performance: Continuous operating temperature reaches 90°C (30°C higher than standard PE), short-circuit withstand temperature of 250°C, significantly retarding thermal aging.
Dielectric Properties: Volume resistivity > 10¹⁴ Ω·cm, power frequency dielectric loss < 0.001, ensuring insulation reliability in high-voltage environments (e.g., 35kV power cables).
Mechanical Strength: The cross-linked structure enhances cut-through resistance and offers excellent Environmental Stress Crack Resistance (ESCR).
Special Condition Response:
High-Frequency Signal Transmission: Utilize physically/chemically foamed PE insulation to reduce the dielectric constant (εr≈1.4), minimizing signal attenuation.
Extreme Temperature Environments: Use high-temperature resistant fluoroplastic insulation (e.g., ETFE), with an operating temperature up to 150°C.
3. Structural Design Optimization: Mechanical Protection and Safety Enhancement
Layered Protection System:
Filling Layer: Fill gaps within stranded conductors with water-blocking yarns (super absorbent polyacrylate resin) or water-blocking compounds to achieve longitudinal water blocking (complying with IEC 60502). For multi-core cables, use polypropylene filler rope to ensure circular integrity.
Inner Sheath: Select High-Density Polyethylene (HDPE) or Thermoplastic Polyurethane (TPU) to provide radial water resistance and resistance to lateral compression (crush resistance ≥2000N/100mm).
Armoring (Optional):
Heavy mechanical stress environments (e.g., direct burial): Use galvanized steel tape armor (thickness ≥ 0.2mm).
Torsional resistance required (e.g., mining cables): Use fine steel wire braided armor.
Outer Sheath:
Basic Protection: Polyvinyl Chloride (PVC), cost-effective with good weather resistance (operating temperature: -20°C ~ 70°C).
Enhanced Safety: Low Smoke Zero Halogen (LSZH) compound, Oxygen Index ≥32, smoke density Dₛ ≤60 (complying with GB/T 19666), significantly reducing toxic gas emission (HCl <5mg/g) and visual obscuration risk during fires.
Abrasion Resistance: Nylon 12 sheath, Rockwell Hardness R120, suitable for dynamic bending applications like robot drag chain cables.
Electromagnetic Compatibility (EMC) Design: Add a copper wire screen (coverage ≥85%) for medium/high-voltage cables. For variable frequency drive (VFD) cables, utilize an aluminum-polyester composite tape + tinned copper braid dual shield to suppress high-frequency interference (≥60dB attenuation in the 30MHz~1GHz band).
III. Scheme Value Summary
Through scenario-specific conductor selection (copper/aluminum), a dynamic equilibrium between conductivity efficiency and cost is achieved. The XLPE insulation ensures dielectric stability in high-temperature environments. The multi-layer composite structure (Filling + Sheath + Optional Armoring) builds mechanical and fire barriers. This scheme reduces cable transmission loss by 15%~20% (Copper vs. Aluminum), extends service life beyond 30 years (XLPE vs. PVC), and reduces fire risk by 70% (LSZH vs. PVC) through the flame-retardant sheath, comprehensively meeting the core requirements of efficiency, safety, and stability.











